")
")
")



- Disponibilidad: En stock
- Código del producto: 00-00011643
- Peso en el embalaje: 10.50kg
- SKU: PD-FS-P12T-10-01
Formlabs Nylon 12 Tough Powder es un polvo SLS de nylon diseñado para la impresión de prototipos funcionales y producción en pequeños lotes de alta resistencia en la Fuse 1+ 30W, con una resistencia a la tracción de 42 MPa, una elongación en rotura del 25% en el plano X/Y, y la mejor tasa de reciclaje entre los polvos de nylon de Formlabs — tan solo un 20% de polvo fresco por ciclo, lo que permite reutilizar hasta el 80% del polvo no sinterizado de impresiones anteriores.
| Resistencia máxima a la tracción | 42 MPa |
|---|---|
| Elongación en rotura (X/Y) | 25% |
| Tasa de reciclaje recomendada | 20% de polvo fresco por ciclo |
| Resistencia al impacto Izod (entallado) | 60 J/m |

Por qué Nylon 12 Tough Powder supera al Nylon 12 estándar
Más del 50% más dúctil — sin perder resistencia estructural
Donde el Nylon 12 estándar se rompe, Nylon 12 Tough se dobla. Con una elongación en rotura del 25% en el plano X/Y y del 15% en el eje Z, este material absorbe impactos y flexiona repetidamente antes del fallo. El módulo de tracción alcanza los 1 450 MPa — suficientemente rígido para piezas estructurales, suficientemente flexible para enganches, trinquetes y bisagras diseñados para ciclos de actuación repetidos.
- Prototipos y piezas de uso final de alto rendimiento resistentes al impacto
- Piezas largas susceptibles de deformarse en el eje Z — reducción significativa del alabeo frente al Nylon 12 estándar
- Piezas que requieren ductilidad: cierres de presión, trinquetes, bisagras, mecanismos flexibles
- Prototipado, prueba de concepto y producción de producto mínimo viable (MVP)

La mejor tasa de reciclaje: solo 20% de polvo fresco por ciclo
La tasa de reciclaje del 20% es la más baja entre todos los polvos de nylon de Formlabs. En la práctica, hasta el 80% del polvo no sinterizado de cada ciclo puede incorporarse directamente al siguiente cartucho. Menor desperdicio de material significa directamente un menor coste por pieza — una ventaja económica concreta para equipos con producción continua o alto volumen de prototipado.
Precisión dimensional en todo el volumen de construcción
El alabeo es el principal problema de las piezas SLS largas y planas, especialmente en el eje Z. La formulación de Nylon 12 Tough logra una reducción significativa del alabeo en toda la cámara de construcción de la Fuse 1+ 30W, produciendo piezas que salen del cake de polvo rectas y fieles al diseño. Un módulo de flexión de 1 100 MPa y una resistencia a la flexión de 42 MPa confirman que el material mantiene su geometría bajo carga.
Biocompatibilidad y resistencia química
Las piezas impresas en Nylon 12 Tough han sido evaluadas conforme a los estándares ISO 10993 en NAMSA World Headquarters (Ohio, EE. UU.). Los resultados confirman ausencia de toxicidad sistémica (ISO 10993-11), no citotóxico (ISO 10993-5), no irritante (ISO 10993-23) y no sensibilizante (ISO 10993-10). En cuanto a resistencia química, la absorción de agua es de solo el 0,30% en 24 horas, y el incremento de peso es inferior al 1% en fluidos industriales habituales como gasóleo, aceite hidráulico y aceites minerales.
Durabilidad en envejecimiento exterior (ASTM D4329)
Las pruebas de envejecimiento exterior fueron realizadas por Applied Technical Services (ATS), laboratorio independiente certificado, siguiendo la norma ASTM D4329-21 Ciclo A — un protocolo de envejecimiento acelerado con arco de xenón que simula el espectro solar completo más ciclos de humedad. Los resultados muestran que las propiedades mecánicas se mantienen dentro de rangos aceptables tras una exposición UV prolongada.
Consejo técnico: Al cambiar de un material de temperatura de impresión inferior, como Polipropileno, a Nylon 12 Tough, sustituya el conjunto de la cama de impresión antes del primer ciclo con el nuevo material. El residuo del material anterior a temperaturas de sinterización más bajas puede causar adherencia del lecho — la sustitución previene fallos y protege el equipo.
Especificaciones técnicas del Formlabs Nylon 12 Tough Powder
Propiedades mecánicas
| Resistencia máxima a la tracción | 42 MPa (6 200 psi) — ASTM D638-14 Tipo 1 |
|---|---|
| Módulo de tracción | 1 450 MPa (215 ksi) — ASTM D638-14 Tipo 1 |
| Elongación en rotura (X/Y) | 25% — ASTM D638-14 Tipo 1 |
| Elongación en rotura (Z) | 15% — ASTM D638-14 Tipo 1 |
| Resistencia a la flexión | 42 MPa (6 200 psi) — ASTM D790-17 |
| Módulo de flexión | 1 100 MPa (165 ksi) — ASTM D790-17 |
| Resistencia al impacto Izod (entallado) | 60 J/m (1,1 ft-lb/in) — ASTM D256-10 |
Propiedades térmicas
| Temperatura de deflexión al calor @ 1,8 MPa | 46 °C (116 °F) — ASTM D648-16 |
|---|---|
| Temperatura de deflexión al calor @ 0,45 MPa | 161 °C (321 °F) — ASTM D648-16 |
| Temperatura de ablandamiento Vicat | 170 °C (337 °F) — ASTM D1525 |
Otras propiedades físicas
| Absorción de agua (pieza impresa) | 0,30% — ASTM D570 |
|---|---|
| Clasificación de inflamabilidad | HB @ 3,00 mm — UL 94 Sección 7 |
Biocompatibilidad (ISO 10993)
| Toxicidad sistémica | Sin toxicidad sistémica — ISO 10993-11:2017 |
|---|---|
| Citotoxicidad | No citotóxico — ISO 10993-5:2009 |
| Irritación | No irritante — ISO 10993-23:2021 |
| Sensibilización | No sensibilizante — ISO 10993-10:2021 |
| Pirogenicidad | No pirogénico — ISO 10993-11:2017 |
Compatibilidad con disolventes (incremento de peso en 24 h, %)
| Agua | 0,1% |
|---|---|
| Alcohol isopropílico | 0,3% |
| Acetona | 0,2% |
| Gasóleo | 0,6% |
| Aceite hidráulico | 0,9% |
| Aceite mineral (pesado) | 1,0% |
| Aceite mineral (ligero) | 0,8% |
| Ácido acético 5% | 0,2% |
| Lejía (~5% NaOCl) | 0,1% |
| Agua salada (3,5% NaCl) | 0,2% |
| Skydrol 5 | 0,8% |
| Solución de hidróxido sódico (0,025%, pH 10) | 0,1% |
| Éter monometílico de dietilenglicol | 0,5% |
| Ácido fuerte (HCl concentrado) | 5,6% |
| TPM | 0,8% |
| Peróxido de hidrógeno (3%) | 0,1% |
| Isooctano | 0,1% |
| Xileno | 0,2% |
| Acetato de butilo | 0,1% |
Parámetros de impresión
| Impresora compatible | Formlabs Fuse 1+ 30W |
|---|---|
| Grosor de capa | 0,110 mm |
| Tasa de reciclaje recomendada | 20% de polvo fresco |
| Atmósfera de impresión | Aire |
| Código del polvo | FLP12T01 |
| Peso del polvo (este artículo) | 10 kg |
Cómo envejecer el Nylon 12 Tough Powder antes del primer uso
El proceso de envejecimiento es obligatorio antes de la primera impresión. Crea la fracción de polvo reciclado que el Nylon 12 Tough necesita para una sinterización consistente. Omitir este paso aumenta significativamente el riesgo de fallos de impresión y defectos superficiales.
Paso 1 — Actualizar firmware y PreForm
Asegúrese de que el firmware de la Fuse 1+ 30W está actualizado y actualice PreForm a su versión más reciente antes de continuar.
Paso 2 — Llenar la tolva
Llene la tolva hasta la marca de 10 L. Esto equivale a aproximadamente 6 kg de polvo fresco.
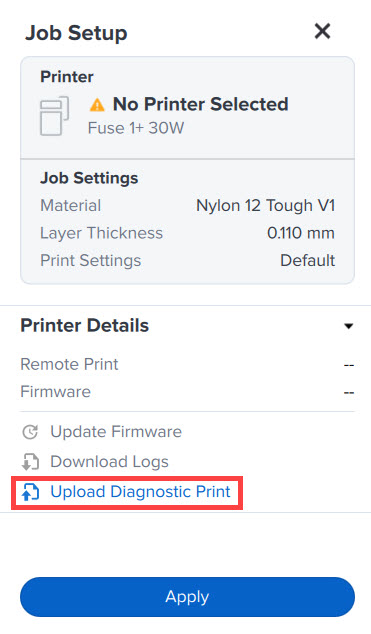
Paso 3 — Descargar y subir el archivo FLZ de envejecimiento
Descargue el archivo FLZ oficial de envejecimiento de Nylon 12 Tough desde Formlabs. En PreForm, seleccione su impresora, luego en la barra lateral derecha haga clic en Cargar impresión de diagnóstico, busque el archivo FLZ descargado y haga clic en Aceptar para enviarlo a la impresora.
Paso 4 — Ejecutar la impresión de envejecimiento
Inicie la impresión desde la pantalla táctil de la impresora. El proceso de envejecimiento tarda aproximadamente 13 horas en completarse en una Fuse 1+ 30W.
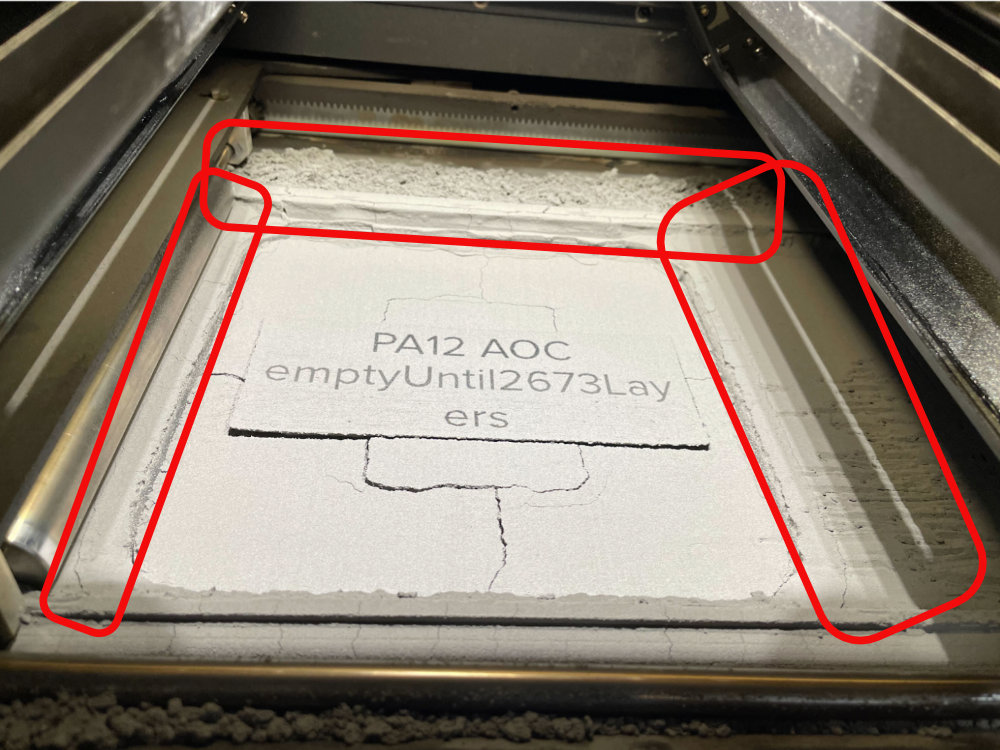
Paso 5 — Extraer y tamizar el polvo
Cuando el polvo esté a temperatura segura para manipularlo, extraiga el cake de polvo con la Fuse Sift o el kit de desempolvado. El polvo puede estar endurecido o apelmazado — tamice a fondo antes de llenar el cartucho.
Paso 6 — Llenar cartucho e iniciar la producción
Llene un cartucho con una mezcla de polvo fresco y envejecido siguiendo las recomendaciones de tasa de reciclaje de Formlabs para este material. Inserte el cartucho y comience su primera impresión de producción.
Cómo limpiar la Fuse 1+ 30W entre impresiones con Nylon 12 Tough
El Nylon 12 Tough genera más residuo de polvo y un subproducto oleoso comparado con el nylon estándar. Una limpieza exhaustiva entre ciclos evita fallos en impresiones posteriores.
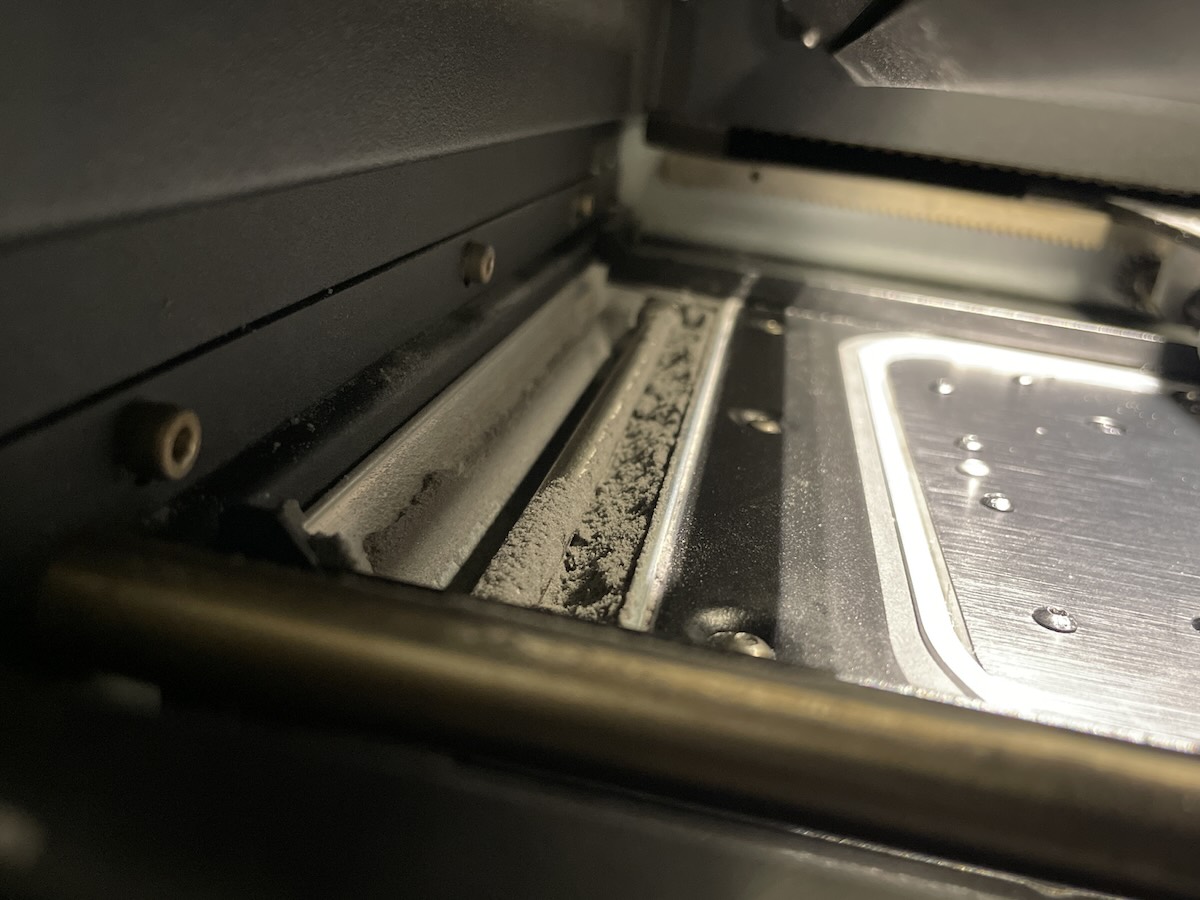
Paso 1 — Aspirar la parte superior del recinto de impresión
El polvo se acumula en los carriles de la parte superior de la cámara de construcción. Aspire esta zona a fondo después de cada impresión para evitar que el polvo sinterizado sea arrastrado hacia el siguiente ciclo.
Paso 2 — Aspirar ambos depósitos de polvo
Con un aspirador con componentes disipativos de electricidad estática, aspire todo el polvo de ambos depósitos y del recorrido del recoater. Preste especial atención a las paredes interiores y esquinas. Use los controles de motores de las aletas desde el menú de mantenimiento de la pantalla táctil para desprender polvo compactado en zonas de difícil acceso.
Paso 3 — Inspeccionar y limpiar el recoater
Mueva el recoater desde la pantalla de movimientos de motor e inspeccione si presenta polvo semi-sinterizado. Si está contaminado, limpie con un paño PEC*PAD o microfibra sin pelusa humedecido con etanol.

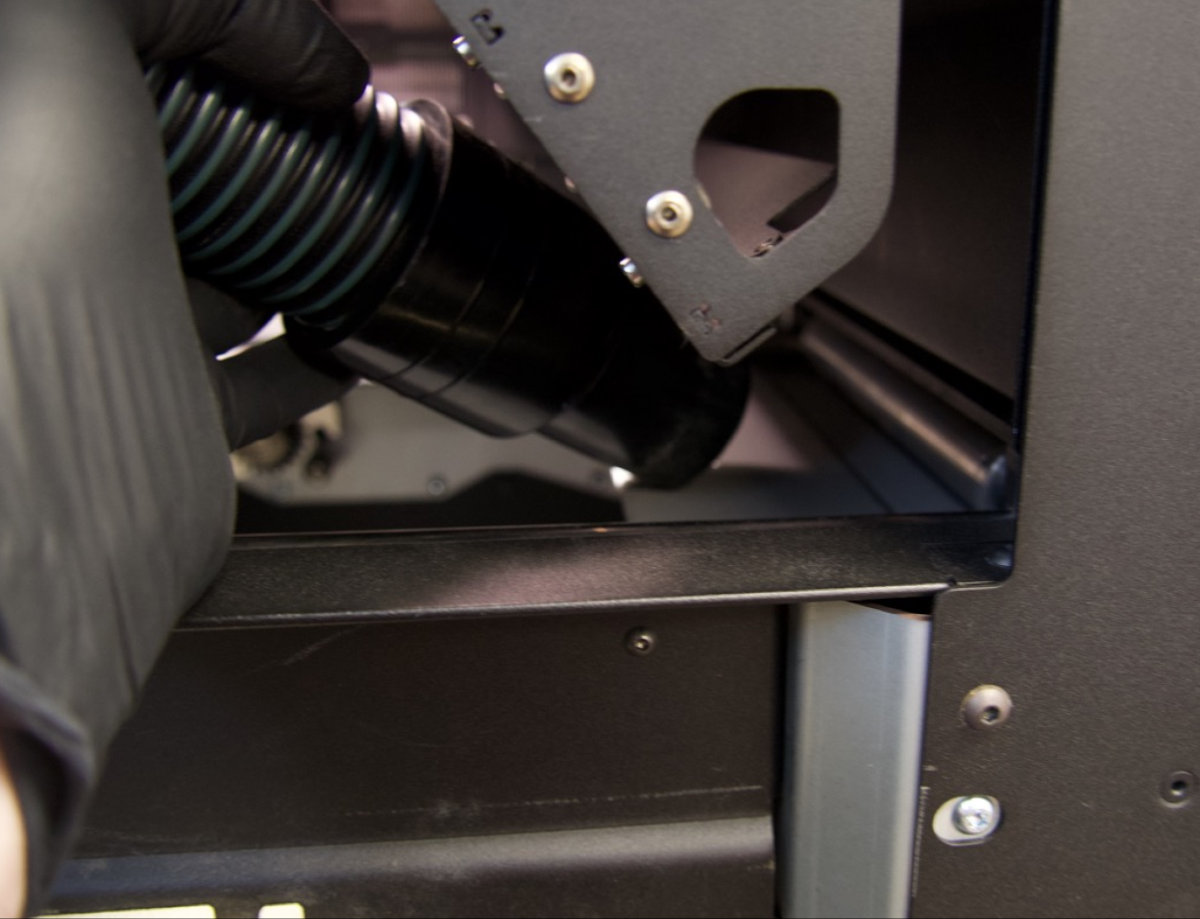
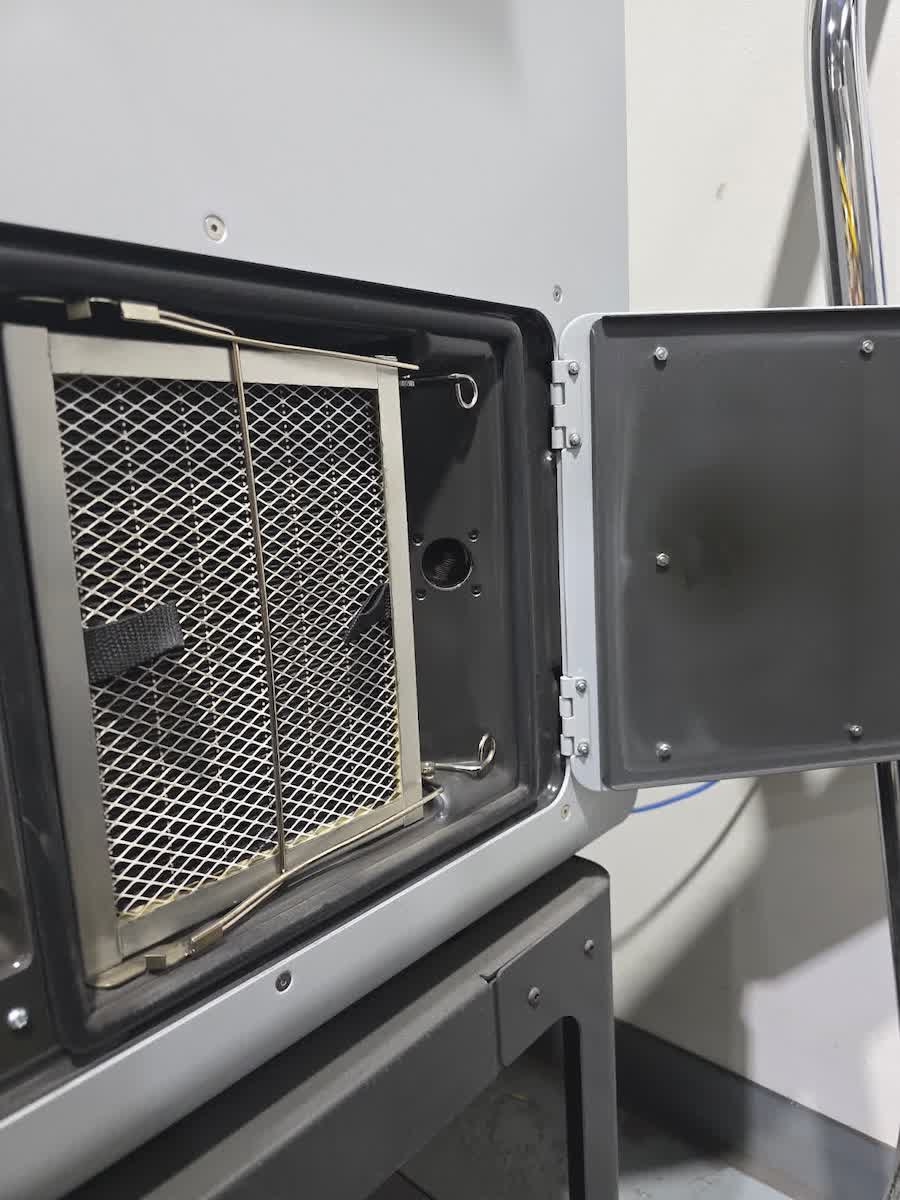
Paso 4 — Limpiar el filtro de extracción y la puerta del armario
El Nylon 12 Tough produce un subproducto oleoso —incluido laurolactam— que se deposita en el armario del filtro de extracción. Limpie la cara del filtro y el interior de la puerta del armario con papel o tela humedecidos con etanol. Este residuo es normal y no afecta al rendimiento de impresión.

Paso 5 — Limpiar la malla del tamiz Fuse Sift
El Nylon 12 Tough obstruye la malla de la Fuse Sift con mayor rapidez que los nylons estándar. Cepille ligeramente la malla con los cepillos incluidos cada tres impresiones. Para reducciones de velocidad significativas, siga el flujo de limpieza completo de la Fuse Sift.
Preguntas frecuentes — Formlabs Nylon 12 Tough Powder
¿El Nylon 12 Tough Powder requiere envejecimiento antes de la primera impresión?
Sí. El proceso de envejecimiento es obligatorio antes del primer ciclo. Crea la fracción de polvo reciclado que el Nylon 12 Tough necesita para una sinterización consistente. Omitir este paso aumenta significativamente el riesgo de fallos y defectos superficiales. El proceso tarda aproximadamente 13 horas en la Fuse 1+ 30W y solo debe realizarse una vez por tipo de polvo.
¿Qué tasa de reciclaje debo usar con Nylon 12 Tough Powder?
Formlabs recomienda una tasa de reciclaje del 20% de polvo fresco — la más baja entre todos sus polvos de nylon. Esto significa que hasta el 80% del polvo no sinterizado de cada ciclo puede reutilizarse en el siguiente cartucho, convirtiendo al Nylon 12 Tough en la opción de nylon más económica para producción continua en la Fuse 1+ 30W.
¿Con qué impresora es compatible el Nylon 12 Tough Powder?
El Nylon 12 Tough Powder está desarrollado específicamente para la impresora Formlabs Fuse 1+ 30W. Consulte siempre la tabla de compatibilidad de Formlabs antes de usar cualquier polvo para confirmar compatibilidad con su equipo y evitar daños.
¿En qué se diferencia el Nylon 12 Tough del Nylon 12 estándar y del Nylon 11?
El Nylon 12 Tough es más del 50% más dúctil que el Nylon 12 estándar, lo que lo hace mucho menos quebradizo para cierres de presión y mecanismos flexibles. Frente al Nylon 11, tiene menor elongación en rotura (25% frente a 40%) pero una tasa de reciclaje superior (20% frente a valores más altos), lo que lo hace más rentable en flujos de producción de alto volumen. Además, muestra una reducción significativa del alabeo en piezas largas en el eje Z respecto al Nylon 12 estándar.
¿Pueden las piezas de Nylon 12 Tough usarse en contacto con la piel o en aplicaciones médicas?
Las piezas impresas con Nylon 12 Tough Powder han sido evaluadas conforme a ISO 10993-1:2018 y confirmadas como no citotóxicas, no irritantes, no sensibilizantes y no pirogénicas. Las pruebas fueron realizadas por NAMSA World Headquarters en Ohio, EE. UU. Es responsabilidad del fabricante validar las piezas impresas para cada uso final específico.
¿Qué limpieza requiere la impresora entre impresiones con Nylon 12 Tough?
El Nylon 12 Tough requiere una limpieza más exhaustiva entre ciclos que los nylons estándar. Tras cada impresión: aspire los carriles superiores del recinto, limpie ambos depósitos y la trayectoria del recoater con aspirador disipativo, inspeccione y limpie la cuchilla del recoater con etanol si es necesario, y limpie el residuo oleoso de laurolactam de la puerta del armario del filtro de extracción. La malla de la Fuse Sift debe cepillarse ligeramente cada tres impresiones.
¿Por qué elegir EXPERT3D?
EXPERT3D suministra materiales de impresión 3D profesional a ingenieros, diseñadores y fabricantes de toda España desde 2012. Nuestro equipo técnico tiene experiencia directa con sistemas SLS de Formlabs y puede asesorarle en selección de materiales, parámetros de proceso y optimización del flujo de trabajo — desde el primer envejecimiento de polvo hasta la producción continua. Envío rápido a toda España y la UE, soporte preventa experto y asistencia técnica posventa incluidos en cada pedido.
")
")



 + FDK: Kit de 1 año de servicios")




")
")


















")
")
 – 10 kg")
 – 10 kg")