
- Disponibilidade: Em stock
- Código do produto: P0102000083
- Peso bruto: 16.00
\n El xTool P3 Conveyor Rail es una extensi�n modular de soporte \n de material dise�ada exclusivamente para el alimentador autom�tico de cinta \n transportadora del xTool P3, que permite el procesado \n continuo de materiales de gran longitud sin necesidad de reposicionar la \n pieza. El kit incluye 4 conjuntos de ra�les transportadores, \n 8 patas de soporte de altura regulable, 4 travesa�os de rigidizaci�n y \n todo el hardware de montaje necesario para extender el recorrido de \n alimentaci�n del P3 en los lados de entrada y salida simult�neamente. \n
\n \n| Sistema compatible | \n\n xTool P3 con alimentador autom�tico de cinta transportadora \n (instalado) \n | \n
|---|---|
| Ra�les transportadores incluidos | \n4 uds. | \n
| Patas de soporte + bases | \n8 + 8 uds. (altura regulable) | \n
| Juego de torniller�a | \nM3�6 �32, M4�6 �8 | \n
\n La fotograf�a siguiente muestra la configuraci�n correcta de alimentaci�n de \n material en funcionamiento: un tablero de madera se desliza desde la \n superficie exterior del Conveyor Rail hacia la zona de procesado interior del \n xTool P3, alineado a lo largo de toda la longitud del panel. \n
\n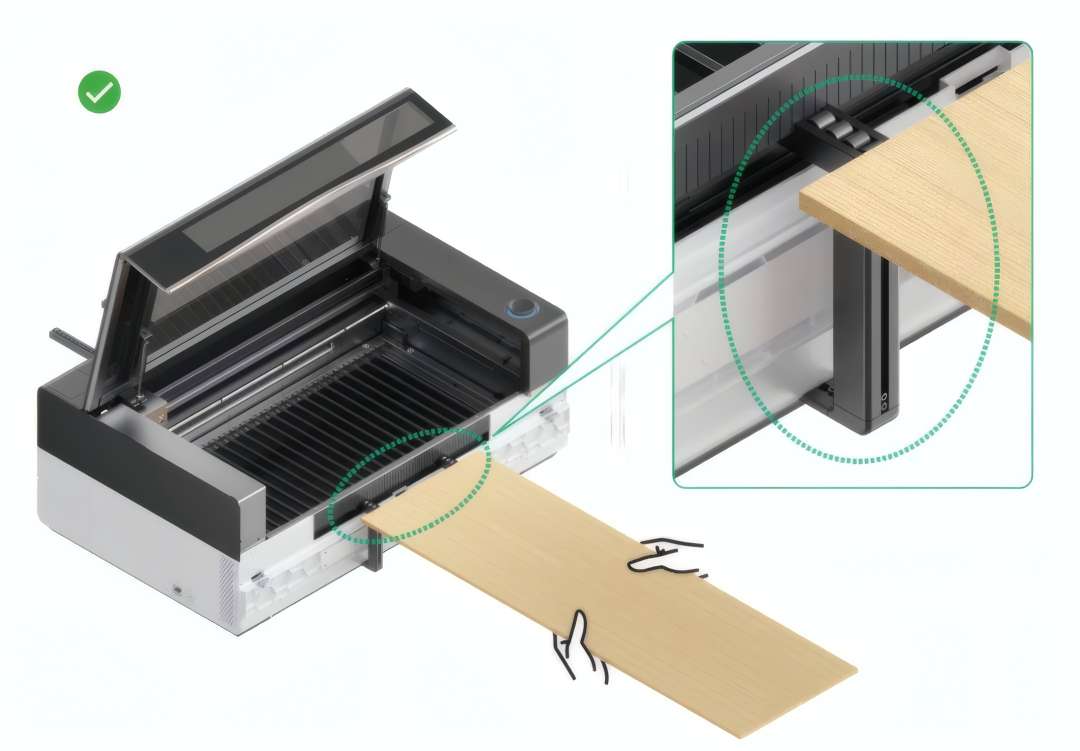 \n
\n
\n
\nProcese tableros y paneles largos sin interrupciones
\n \n\n Al trabajar con materiales m�s largos que la zona de procesado interna del \n xTool P3, la configuraci�n est�ndar obliga a detener el trabajo a mitad, \n reposicionar la pieza y volver a registrar el origen del trabajo � con la \n consiguiente p�rdida de tiempo y el riesgo de desalineaci�n en la junta. El \n Conveyor Rail elimina esta necesidad por completo. Con el bastidor de ra�les \n instalado en ambos lados de la m�quina, el alimentador autom�tico avanza el \n material a trav�s de la trayectoria l�ser en un �nico paso ininterrumpido. Los \n tablones, l�minas de acr�lico y bobinas de material entran, se procesan y \n salen limpios por el otro lado. \n
\n \nEstructura modular en forma de escalera con rigidez lateral
\n \n\n El kit se monta en dos unidades de ra�les paralelas � una a cada lado del P3. \n Cada unidad consta de \n 2 ra�les transportadores unidos por 2 travesa�os, formando una \n estructura en escalera con espaciado lateral definido. Ocho patas de soporte \n en T sostienen los ra�les a alturas regulables. Sin fijaciones permanentes: el \n bastidor completo se atornilla con los tornillos M3 y M4 incluidos. El \n diagrama siguiente muestra el bastidor totalmente ensamblado alineado con el \n xTool P3 en ambos lados, con un detalle que resalta d�nde la superficie \n exterior del ra�l contacta los ra�les internos de la m�quina. \n
\n \n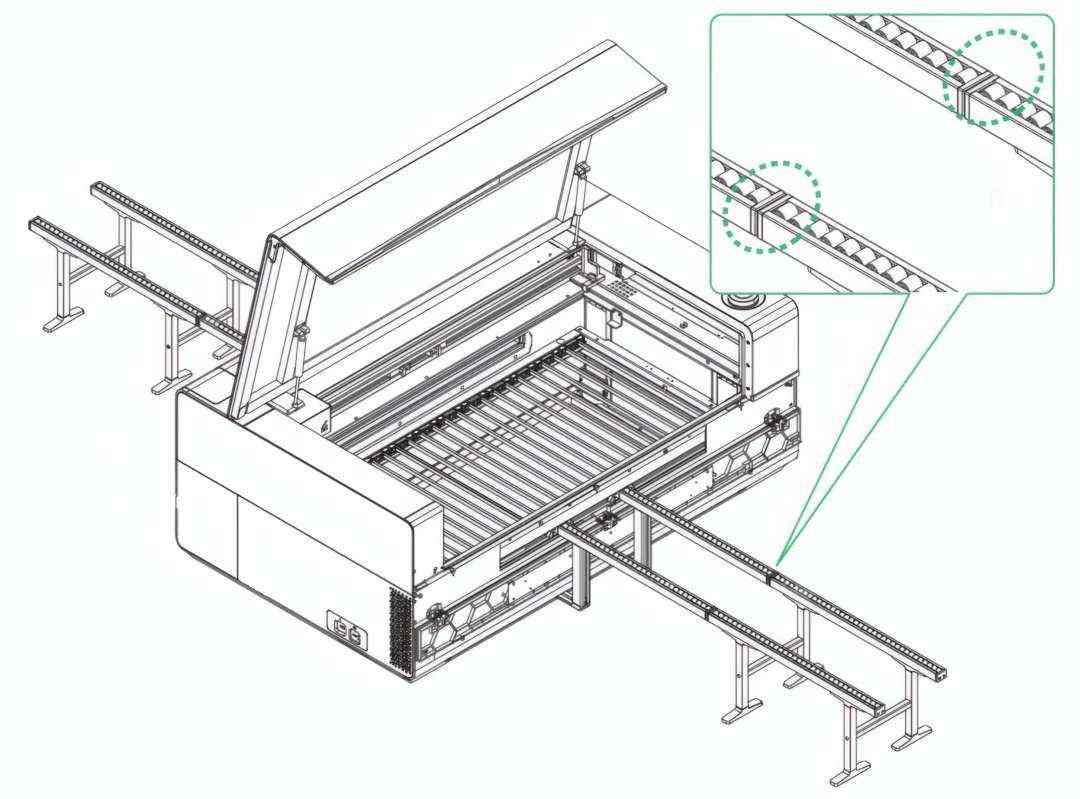 \n
\n
\n
\n\n Ajuste de altura para una interfaz a nivel con los ra�les internos del P3 \n
\n \n\n La dimensi�n m�s cr�tica en cualquier extensi�n de cinta transportadora es la \n coincidencia de altura entre la superficie del ra�l exterior y la superficie \n del ra�l interno de la m�quina. Cada pata de soporte es regulable de forma \n independiente: suba o baje cada pata individualmente hasta que el ra�l \n exterior quede a nivel con los ra�les internos del P3 en los puntos de entrada \n y salida. La documentaci�n de montaje especifica que los dos conjuntos de \n ra�les exteriores deben cerrar contacto con los ra�les internos de la m�quina: \n cualquier escal�n en la interfaz provocar� que el material se enganche, gire o \n avance en �ngulo. \n
\n \n\n Protocolo de nivelaci�n: superficie plana, profundidad de corte uniforme \n
\n \n\n Una superficie de ra�l inclinada apenas 1�2 mm a lo largo de su longitud crea \n un desplazamiento del foco en el extremo alejado de un panel largo, \n produciendo una profundidad de grabado irregular o un corte incompleto en un \n lateral. La herramienta de nivel incluida confirma si la superficie de los \n ra�les es plana. �sela antes de cada sesi�n cuando el bastidor haya sido \n movido o rearmado. La ilustraci�n siguiente identifica los puntos de \n comprobaci�n recomendados: en cada base de pata de soporte sobre la superficie \n de la mesa. \n
\n \n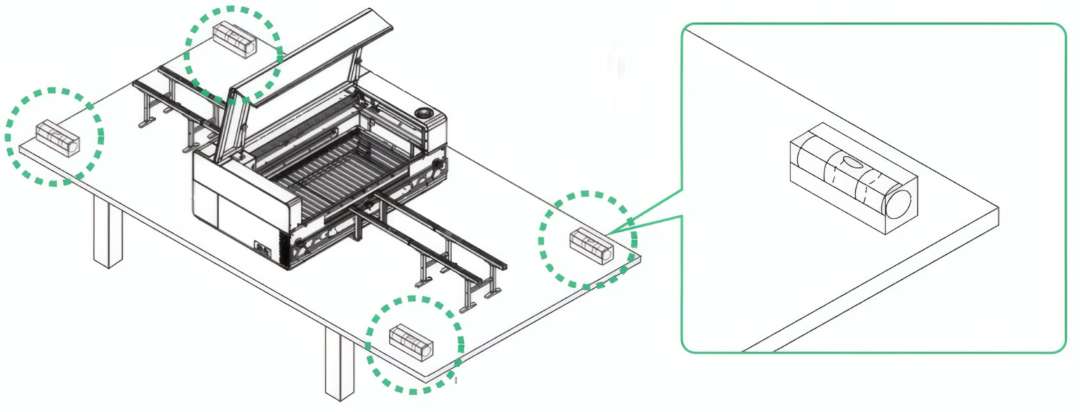 \n
\n
\n
\nAjuste posterior a la carga: compensar el grosor del material
\n \n\n Una l�mina de 3 mm o 6 mm cargada sobre los ra�les queda m�s \n alta que la superficie sin carga. Si los dos conjuntos de ra�les no soportan \n la l�mina a la misma altura, el material se arquea ligeramente en el punto de \n entrada a la m�quina � suficiente para afectar al foco y a la alineaci�n. \n Cargue una pieza de prueba a lo largo de ambos conjuntos de ra�les y los \n ra�les internos, y ajuste individualmente cada pata de soporte hasta que la \n l�mina quede plana en toda su longitud. El diagrama siguiente muestra los \n puntos de ajuste en los lados de entrada y salida. \n
\n \n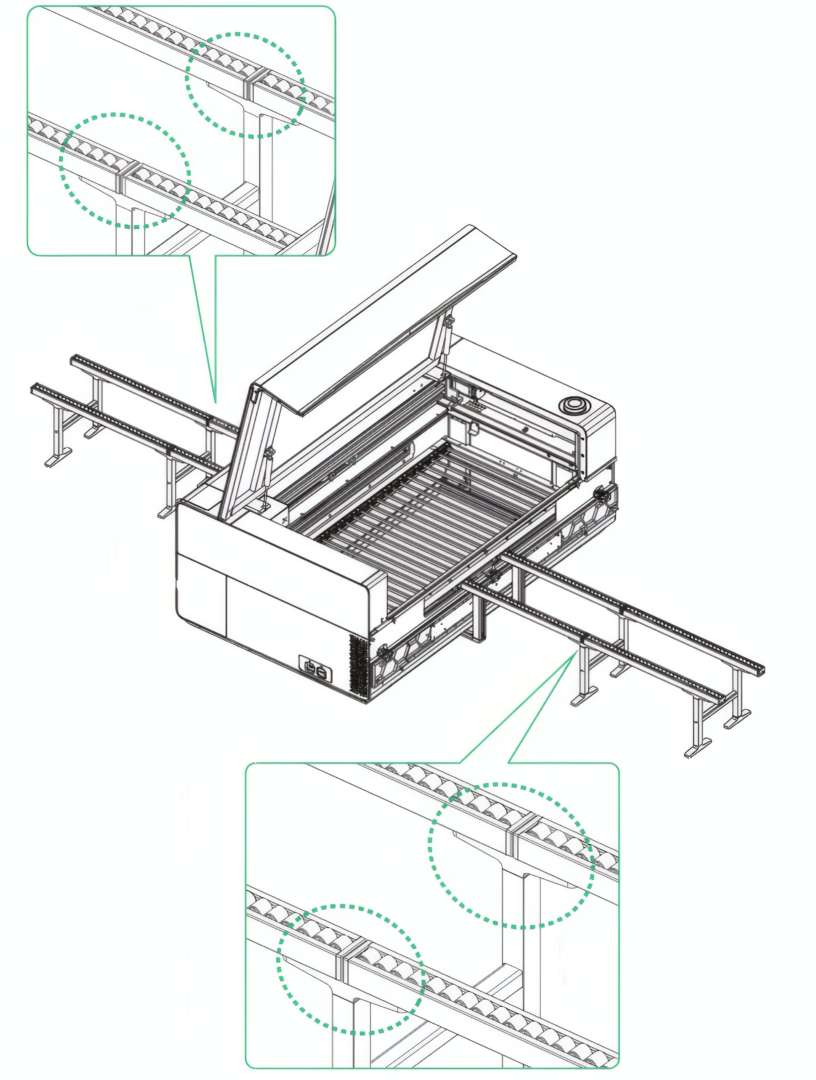 \n
\n
\n
\nEspecificaciones t�cnicas del xTool P3 Conveyor Rail
\n \nCompatibilidad
\n| M�quina compatible | \nxTool P3 | \n
|---|---|
| Requisito previo | \n\n El alimentador autom�tico de cinta transportadora xTool P3 debe \n estar instalado antes de usar el Conveyor Rail \n | \n
| \n Requisito de direcci�n de alimentaci�n \n | \n\n La orientaci�n del ra�l debe ser paralela a la direcci�n de avance \n del material \n | \n
Componentes del paquete
\n| Ra�l transportador | \n�4 | \n
|---|---|
| Pata de soporte | \n�8 | \n
| Base de pata de soporte | \n�8 | \n
| Travesa�o de soporte | \n�4 | \n
| Tornillo M3�6 | \n�32 | \n
| Tornillo M4�6 | \n�8 | \n
| Manual de usuario | \n�1 | \n
Configuraci�n del bastidor
\n| Altura de las patas de soporte | \nRegulable | \n
|---|---|
| N�mero de unidades de bastidor | \n2 (lado de entrada + lado de salida) | \n
| Ra�les por unidad de bastidor | \n2 | \n
| \n Verificaci�n de planicidad de superficie \n | \nNivel incluido | \n
\n \n
Contenido del paquete
\n-
\n
- Ra�l transportador �4 \n
- Pata de soporte �8 \n
- Base de pata de soporte �8 \n
- Travesa�o de soporte �4 \n
- Tornillo M3�6 �32 \n
- Tornillo M4�6 �8 \n
- Manual de usuario �1 \n
\n \n
C�mo montar el xTool P3 Conveyor Rail
\n\n Este procedimiento cubre el montaje mec�nico completo del xTool P3 Conveyor \n Rail, desde los componentes individuales hasta una configuraci�n nivelada y \n lista para su uso junto al cortador l�ser xTool P3. Aseg�rese de que el \n alimentador autom�tico de cinta transportadora xTool P3 ya est� instalado en \n la m�quina antes de comenzar. \n
\n \nPaso 1: Ensamblar la primera pata de soporte
\n\n Tome una pata de soporte en T y una base rectangular. Compruebe la \n orientaci�n de la base: la cara plana m�s ancha debe quedar hacia abajo. \n Inserte el poste de la pata de soporte en la ranura receptora de la base y \n presione hasta que la uni�n sea firme. El diagrama siguiente muestra los \n dos componentes antes del ensamblaje (con una flecha verde indicando la \n direcci�n) y la unidad terminada a la derecha. \n
\n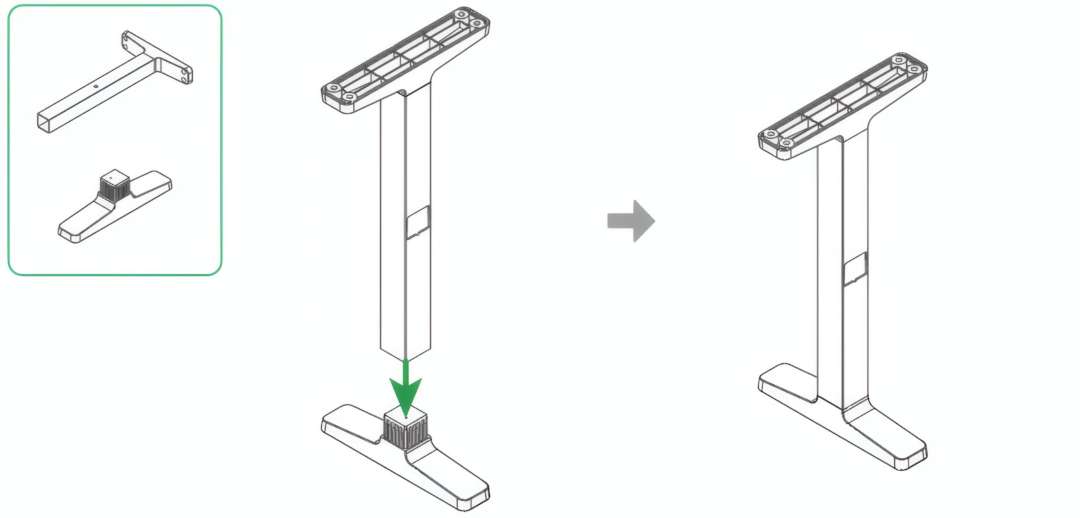 \n
\n Paso 2: Completar las ocho patas de soporte
\n\n Repita el proceso del Paso 1 para los 7 pares restantes de pata y base. \n Todas las 8 unidades deben estar ensambladas antes de proceder al montaje \n de los ra�les. La ilustraci�n siguiente confirma la cantidad objetivo: la \n unidad ensamblada mostrada debe replicarse 7 veces m�s. \n
\n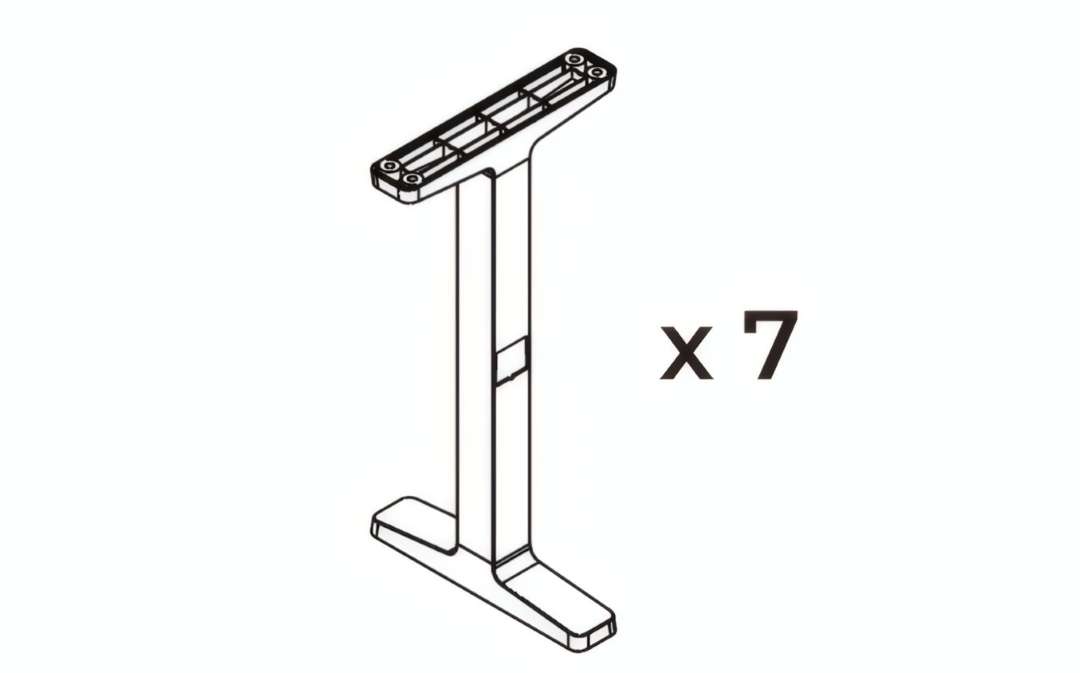 \n
\n \n Paso 3: Preparar los componentes para el primer ensamblaje de ra�l \n
\n\n Para cada uno de los 4 ra�les transportadores prepare: 1 ra�l, 2 patas de \n soporte ensambladas y 8 tornillos del paquete de hardware. Coloque todos \n los componentes para un solo conjunto de ra�l antes de comenzar, para \n evitar mezclar torniller�a entre conjuntos. El diagrama de piezas \n siguiente muestra exactamente lo necesario para un �nico ensamblaje de \n ra�l, incluido el destornillador. \n
\n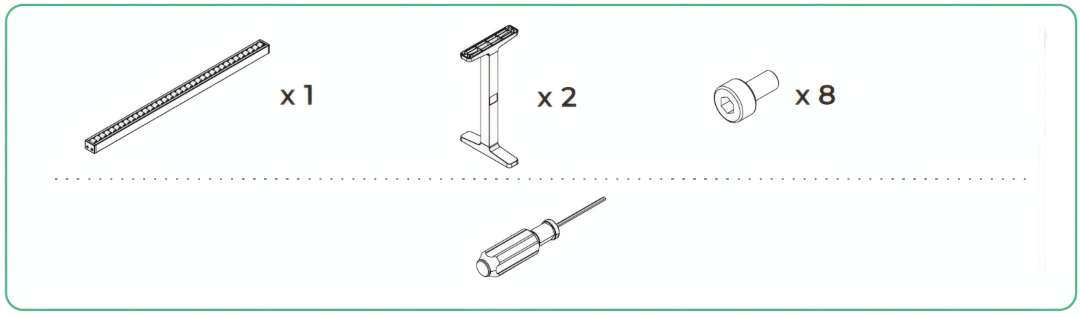 \n
\n \n Paso 4: Fijar las patas de soporte al ra�l transportador \n
\n\n Oriente el ra�l con la cara correcta hacia arriba � observe las flechas de \n rotaci�n del diagrama que indican la orientaci�n correcta del ra�l. \n Coloque las dos patas de soporte ensambladas bajo el ra�l en los orificios \n de montaje designados cerca de cada extremo. Inserte y apriete los 8 \n tornillos para fijar el ra�l a las cabezas de las patas. El diagrama \n siguiente muestra la direcci�n de inserci�n de los tornillos y la \n configuraci�n fijada resultante. \n
\n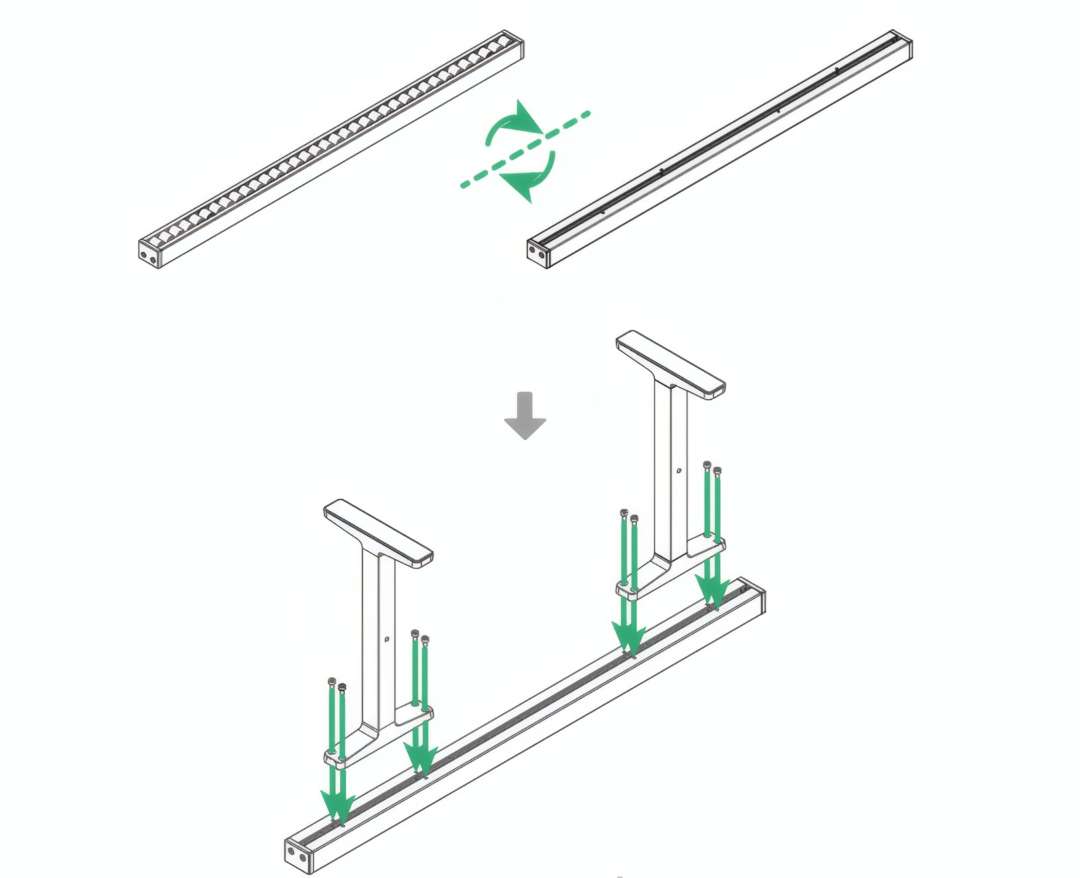 \n
\n \n Paso 5: Ensamblar los tres conjuntos de ra�l restantes \n
\n\n Repita los Pasos 3�4 para los tres ra�les restantes. Cada ra�l recibe 2 \n patas y 8 tornillos. Tras este paso dispondr� de 4 conjuntos de ra�l \n individuales id�nticos. La ilustraci�n siguiente muestra un conjunto \n terminado; produzca 3 unidades adicionales iguales. \n
\n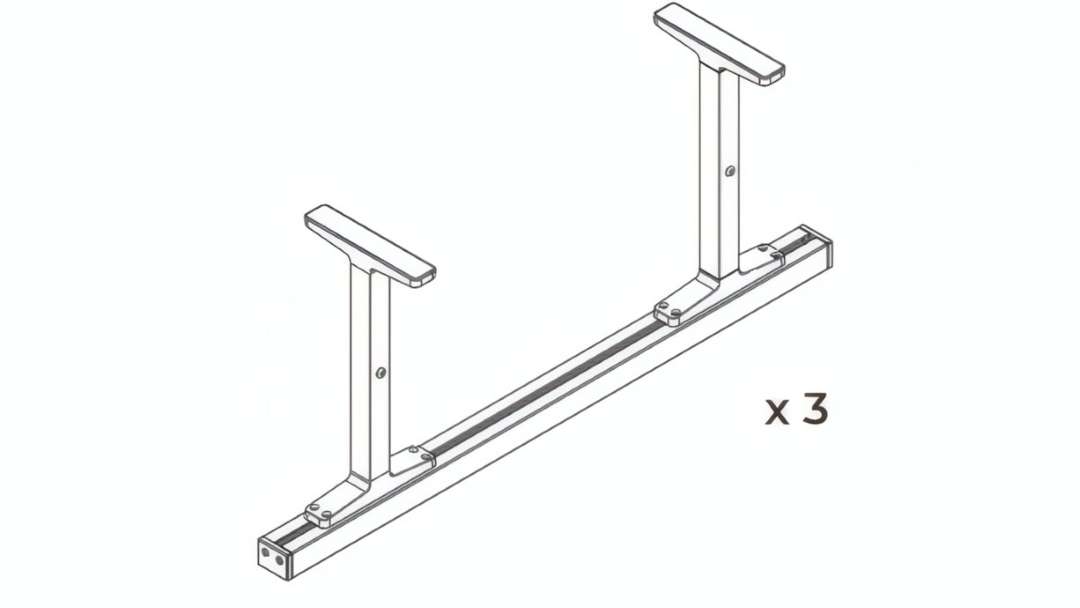 \n
\n \n Paso 6: Conectar dos conjuntos de ra�l con los travesa�os \n
\n\n Tome 2 conjuntos de ra�l, 2 travesa�os y 4 tornillos. Coloque los dos \n conjuntos de ra�l en paralelo con el espaciado correcto, ambos boca abajo \n (patas hacia arriba). Inserte los travesa�os entre los dos ra�les en las \n ranuras designadas, con la cara de celos�a hacia adentro. Apriete los 4 \n tornillos para fijar los travesa�os. El diagrama siguiente muestra la \n secuencia de inserci�n de los primeros travesa�os. \n
\n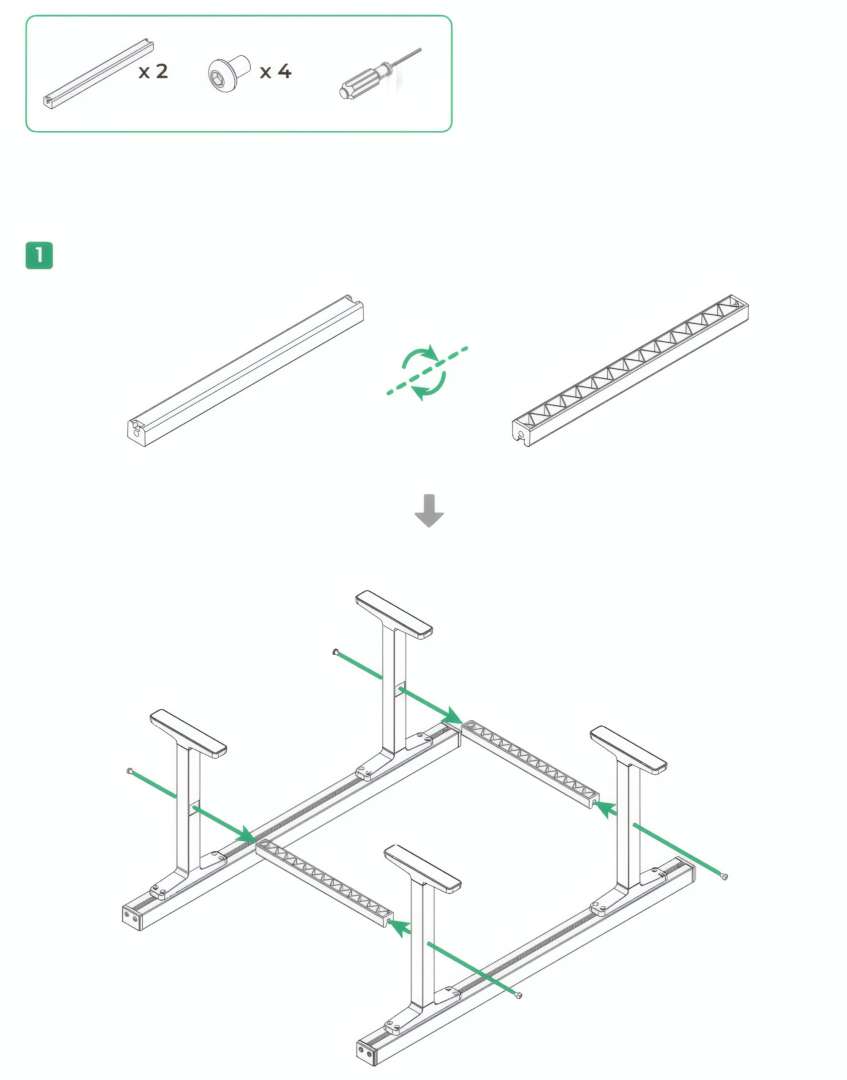 \n
\n Paso 7: Dar la vuelta al sub-ensamblaje
\n\n Con los travesa�os fijados, el sub-ensamblaje est� actualmente invertido \n con las patas apuntando hacia arriba. Gire con cuidado todo el bastidor \n para que las patas de soporte queden apoyadas en la superficie y las caras \n del ra�l transportador apunten hacia arriba. El diagrama siguiente muestra \n la configuraci�n invertida a la izquierda y el bastidor correctamente \n orientado a la derecha. \n
\n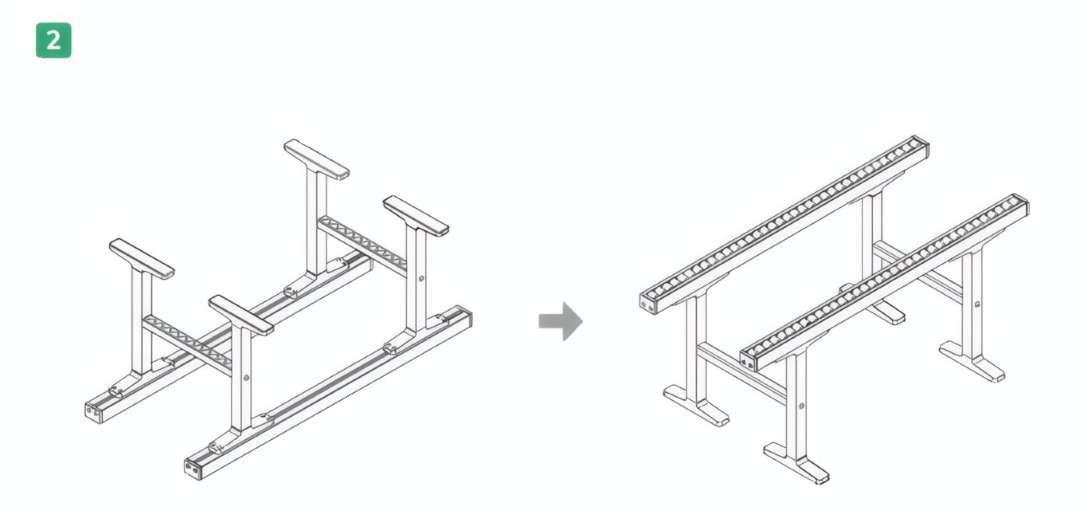 \n
\n \n Paso 8: Ensamblar la segunda unidad de bastidor y verificar la estructura \n completa \n
\n\n Repita los Pasos 6�7 con los 2 conjuntos de ra�l restantes, 2 travesa�os y \n 4 tornillos para obtener una segunda unidad de bastidor id�ntica. Ambas \n unidades est�n ahora mec�nicamente completas. La vista isom�trica \n siguiente muestra el ensamblaje terminado: dos ra�les paralelos por \n unidad, sostenidos por patas en T y rigidizados por travesa�os, listos \n para colocarse a ambos lados del xTool P3. \n
\n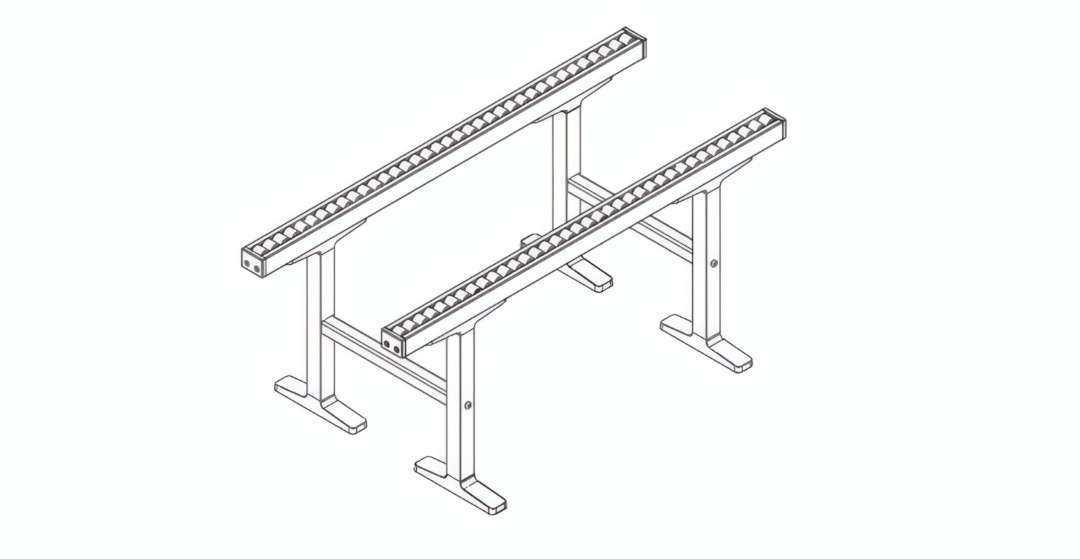 \n
\n \n \n
\n �Es el xTool P3 Conveyor Rail compatible con otras m�quinas xTool? \n
\n\n No. El xTool P3 Conveyor Rail est� dise�ado exclusivamente para el xTool \n P3. Adem�s, el alimentador autom�tico de cinta transportadora xTool P3 \n debe estar instalado en la m�quina antes de que el Conveyor Rail pueda \n funcionar. No es compatible con otros modelos de cortadores l�ser xTool. \n
\n\n �Cu�ntos ra�les incluye el paquete y c�mo se disponen? \n
\n\n El paquete incluye 4 ra�les transportadores que se montan en dos \n unidades de bastidor de 2 ra�les cada una: una se coloca en el lado de \n entrada del xTool P3 y la otra en el lado de salida. Esta configuraci�n \n bilateral soporta la longitud completa de las piezas largas tanto antes \n de que entren como despu�s de que salgan de la zona de procesado l�ser. \n
\n\n �Requiere el montaje herramientas adicionales no incluidas? \n
\n\n No se necesitan herramientas adicionales. El paquete incluye todos los \n tornillos M3�6 y M4�6 necesarios para el montaje completo, un \n destornillador y un nivel para verificar la planicidad de la superficie. \n
\n\n �C�mo verifico que los ra�les est�n nivelados y correctamente alineados? \n
\n\n Use el nivel incluido sobre la superficie del ra�l en varios puntos � se \n recomienda comprobar cerca de la base de cada pata de soporte. Una \n burbuja centrada indica una superficie plana. Si las dos unidades de \n bastidor no est�n a la misma altura, ajuste las patas individualmente \n hasta que las superficies queden coplanares. Tras cargar material de \n prueba, verifique que la pieza queda plana a lo largo de los ra�les \n externos y los ra�les internos de la m�quina, sin escal�n ni curvatura \n en el punto de entrada. \n
\n\n �D�nde puedo encontrar las instrucciones de uso del Conveyor Rail para el \n procesado? \n
\n\n Las instrucciones completas de funcionamiento y procesado est�n \n disponibles en support.xtool.com/article/2064. Este recurso cubre la \n configuraci�n del programa xTool P3 para trabajos continuos con cinta \n transportadora y los par�metros de avance del material. \n
\n\n \n
�Por qu� elegir EXPERT3D?
\n\n EXPERT3D lleva especializ�ndose en tecnolog�a l�ser avanzada, impresi�n 3D y \n fabricaci�n digital desde 2012 � m�s de una d�cada de experiencia pr�ctica en \n la selecci�n, implantaci�n y soporte de equipos profesionales en makerspaces, \n estudios de dise�o e instalaciones de producci�n. Como representante oficial \n de xTool, garantizamos el mejor precio, servicio autorizado y \n garant�a oficial. Ofrecemos consulta t�cnica previa a la venta, coordinaci�n \n de entrega r�pida en Espa�a y toda Europa, y asistencia posventa directa \n respaldada por contactos con el fabricante. Cont�ctenos para hablar de los \n requisitos concretos de su flujo de trabajo y la disponibilidad actual. \n









")
")









")




























