 – 6 kg")
 – 6 kg")
 – 6 kg")



- Disponibilidad: En stock
- Código del producto: 00-00000299
- Peso en el embalaje: 6.50kg
- SKU: PD-FS-P11B-01
Formlabs Nylon 11 Black Powder es un polvo SLS de base biológica diseñado para piezas de uso final que deben absorber impactos, flexionarse de forma repetida y resistir el desgaste a lo largo del tiempo. Con un módulo de tracción de 1600 MPa, una elongación en rotura del 40% (X/Y) y una resistencia al impacto Izod (entallado) de 71 J/m, este material PA11 ofrece la mayor ductilidad de toda la gama de polvos SLS de Formlabs — compatible exclusivamente con las impresoras de la serie Fuse. Disponible en formato de 6 kg con una tasa de actualización recomendada del 30% al imprimir con atmósfera inerte en la Fuse 1+ 30W.
| Módulo de Tracción | 1600 MPa |
|---|---|
| Elongación en Rotura (X/Y) | 40% |
| Resistencia al Impacto Izod (entallado) | 71 J/m |
| Tasa de Actualización Recomendada | 30% (atmósfera inerte, Fuse 1+ 30W) |
Por Qué la Ductilidad Amplía las Posibilidades del SLS
La mayoría de los polvos SLS están optimizados para la rigidez. Nylon 11 Powder adopta el enfoque contrario. Su cadena polimérica de base biológica — derivada del aceite de ricino — produce una estructura inherentemente más larga y flexible que la PA12. El resultado es una elongación de tracción del 40% frente al 11% del Nylon 12: piezas que se estiran y recuperan su forma en lugar de romperse. La resistencia al impacto alcanza 71 J/m (Izod entallado, ASTM D256-10), frente a los 32 J/m del Nylon 12 de Formlabs. Esta diferencia es determinante para enganches, clips, bisagras y cualquier pieza sometida a ciclos de carga repetidos.
La rigidez se sitúa en 1600 MPa de módulo de tracción y 1400 MPa de módulo flexural — inferior al Nylon 12 (1850 MPa / 1600 MPa), pero completamente apropiado para aplicaciones donde la flexibilidad, y no la rigidez, es el requisito funcional. La resistencia a la tracción última sigue siendo competitiva con 49 MPa.

Aplicaciones que Requieren Flexibilidad y Resistencia al Impacto
Nylon 11 Powder es el material adecuado cuando las piezas deben absorber un golpe y seguir funcionando. La combinación de alta elongación, elevada resistencia al impacto y capacidad de impresión de paredes delgadas abre un amplio abanico de categorías funcionales:
- Prototipos funcionales resistentes al impacto, utillajes y accesorios
- Enganches, clips y bisagras vivas
- Conductos, carcasas y envolventes de pared delgada
- Componentes para equipos deportivos (gafas, protecciones, soportes)
- Ortesis y prótesis (validar la idoneidad para el uso previsto)
- Piezas de uso final en pequeños lotes para aplicaciones industriales y de consumo

Paredes Delgadas y Geometrías Complejas Sin Deformación
El proceso SLS de la serie Fuse elimina las estructuras de soporte que requieren FDM y SLA. Nylon 11 Powder aprovecha plenamente esta ventaja: conductos de pared delgada, estructuras reticulares, elementos de enganche y ensamblajes entrelazados pueden producirse en una sola fabricación sin utillajes adicionales. El soporte del polvo durante el sinterizado no deja marcas en las superficies funcionales.

Biocompatibilidad y Resistencia Química
Nylon 11 Powder ha sido evaluado conforme a la norma ISO 10993-1:2018 y ha superado los requisitos de citotoxicidad, irritación y sensibilización — relevante para el prototipado de dispositivos médicos, fabricación de ortesis y entornos de producción regulados. La absorción de agua de la pieza impresa es tan solo del 0,07% (ASTM D570), una de las cifras más bajas de toda la gama SLS de Formlabs. El contenido de humedad del polvo es del 0,37% (ISO 15512 Method D).
La resistencia química frente a 20 disolventes muestra un aumento de peso muy inferior al 1% en la mayoría de los casos. El ácido fuerte (HCl conc.) registra el valor más alto con un 1,0%, mientras que el agua, la lejía, el alcohol isopropílico y el isooctano se mantienen en o por debajo del 0,1%.
Recomendaciones de Impresión: Atmósfera Inerte para Mejores Resultados
Formlabs recomienda encarecidamente imprimir Nylon 11 en la Fuse 1+ 30W con control de atmósfera inerte. El sinterizado en atmósfera con bajo contenido de oxígeno reduce la degradación del polvo y permite una tasa de actualización del 30% — maximizando la eficiencia del material y manteniendo propiedades mecánicas consistentes. Si se imprime en la Fuse 1 o en atmósfera de aire, utilice una tasa de actualización del 50% para mantener la calidad de las piezas.
Mantenimiento de la Impresora con Nylon 11
Nylon 11 sigue el mismo protocolo de limpieza entre trabajos que otros polvos de la serie Fuse. Determinados pasos son obligatorios entre cada fabricación para evitar que el polvo acumulado se fusione en trabajos posteriores.
En la Fuse 1, retire siempre la trampa de residuos de la tolva antes de imprimir. Si se deja colocada, el Nylon 11 se aglomerará a su alrededor y causará fallos de impresión.

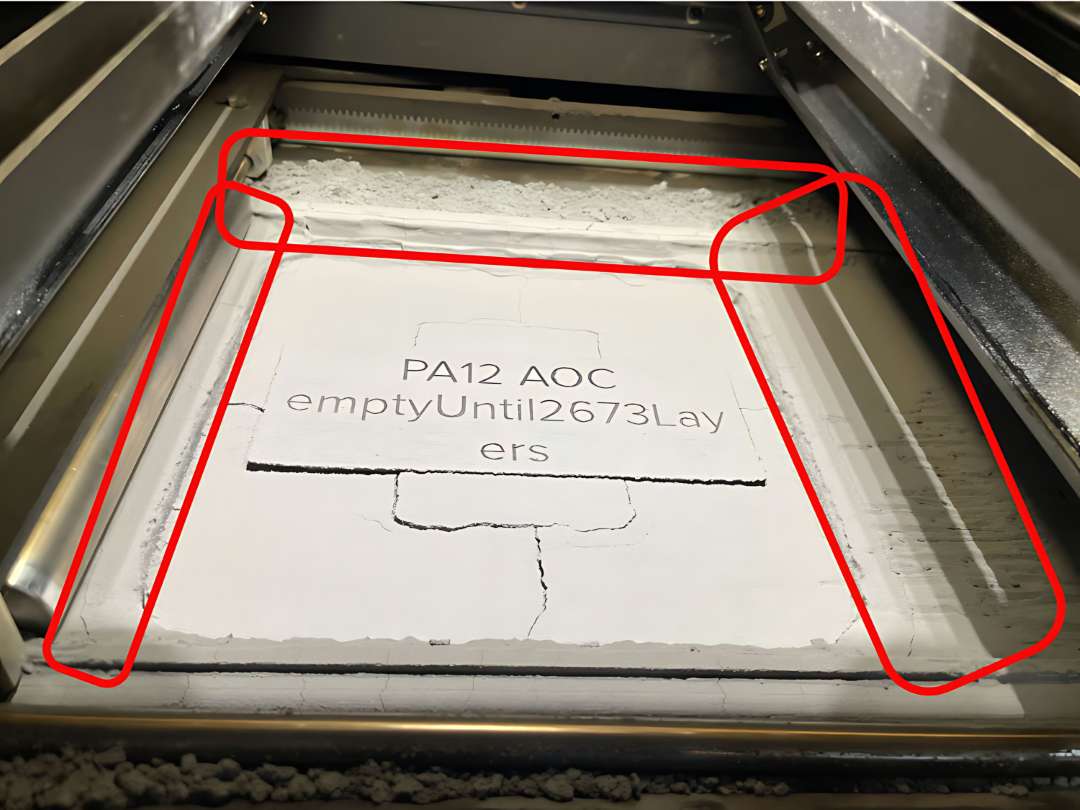
El polvo se acumula en la parte superior del recinto de impresión — especialmente en las pistas entre las bandejas de polvo y la parte superior de la cámara de fabricación. Este exceso puede fusionarse y arrastrase hacia la cámara en trabajos posteriores. Aspire esta zona a fondo tras cada impresión.
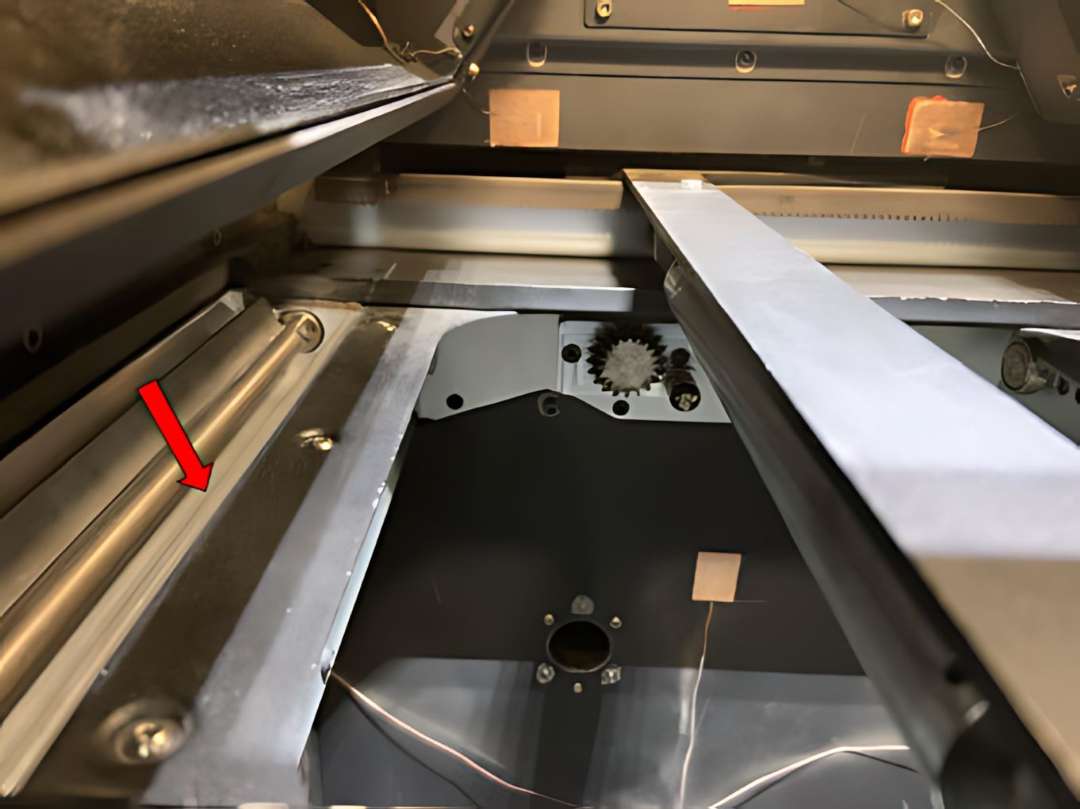
El Nylon 11 se acumula en ambas bandejas de polvo. La imagen siguiente muestra un patrón típico de acumulación en el canal de la bandeja tras una impresión.

Aspire ambas bandejas completamente, prestando especial atención a las paredes interiores y esquinas. Use los movimientos de motor del flipper desde la pantalla táctil para desprender el polvo de zonas de difícil acceso antes de aspirar. Preste particular atención al borde interior de cada bandeja, donde la compactación es más probable.

Por último, desplace el recoater a una posición accesible e inspecciónelo en busca de depósitos semi-sinterizados. Si los hay, límpielo con un paño de microfibra sin pelusas humedecido con etanol antes del siguiente trabajo.

Consejo técnico: Imprimir Nylon 11 en la Fuse 1+ 30W con control de atmósfera inerte no solo reduce la tasa de actualización — también produce propiedades mecánicas más consistentes en distintas geometrías y orientaciones de fabricación. Si necesita elongación e impacto predecibles en piezas de uso final, la inversión en atmósfera inerte se amortiza con menores tasas de reimpresión. Para usuarios de Fuse 1 que imprimen en aire: espere propiedades mecánicas ligeramente reducidas y menos consistentes, y compense usando polvo 100% nuevo en los trabajos de mayor rendimiento.
Especificaciones Técnicas del Formlabs Nylon 11 Black Powder
Propiedades de Tracción
| Resistencia a la Tracción | 49 MPa (7107 psi) — ASTM D638-14 Type 1 |
|---|---|
| Módulo de Tracción | 1,6 GPa (232 ksi) — ASTM D638-14 Type 1 |
| Elongación en Rotura (X/Y) | 40% — ASTM D638-14 Type 1 |
Propiedades Flexurales
| Resistencia a la Flexión | 55 MPa (7977 psi) — ASTM D790-15 |
|---|---|
| Módulo Flexural | 1,4 GPa (203 ksi) — ASTM D790-15 |
Propiedades de Impacto
| Resistencia al Impacto Izod (entallado) | 71 J/m (1,3 ft-lb/in) — ASTM D256-10 |
|---|
Propiedades Térmicas
| Temperatura de Deflexión @ 1,8 MPa | 46 °C (115 °F) — ASTM D648-16 |
|---|---|
| Temperatura de Deflexión @ 0,45 MPa | 182 °C (360 °F) — ASTM D648-16 |
| Temperatura de Reblandecimiento Vicat | 189 °C (372 °F) — ASTM D1525 |
Otras Propiedades
| Contenido de Humedad (polvo) | 0,37% — ISO 15512 Method D |
|---|---|
| Absorción de Agua (pieza impresa) | 0,07% — ASTM D570 |
| Clasificación de Inflamabilidad | HB (UL 94 Sección 7, muestra de 3,00 mm) |
| Tasa de Actualización (atmósfera inerte) | 30% — Fuse 1+ 30W con atmósfera inerte |
| Tasa de Actualización (aire) | 50% — Fuse 1 o Fuse 1+ 30W en aire |
| Impresoras Compatibles | Fuse 1, Fuse 1+ 30W (serie Fuse) |
| Referencia / Número de Pieza | FLP11B01 |
| Peso Neto | 6 kg |
Biocompatibilidad (ISO 10993-1:2018)
| ISO 10993-5:2009 | No citotóxico |
|---|---|
| ISO 10993-10:2010/(R)2014 (Irritación) | No irritante |
| ISO 10993-10:2010/(R)2014 (Sensibilización) | No sensibilizante |
Compatibilidad Química (Aumento de Peso % en 24 h)
| Ácido Acético 5% | 0,1% |
|---|---|
| Acetona | 0,1% |
| Lejía ~5% NaOCl | 0,1% |
| Acetato de Butilo | 0,1% |
| Gasóleo | 0,2% |
| Dietilenglicol Monometil Éter | 0,4% |
| Aceite Hidráulico | 0,5% |
| Peróxido de Hidrógeno (3%) | <0,1% |
| Isooctano (gasolina) | <0,1% |
| Alcohol Isopropílico | 0,1% |
| Aceite Mineral (Ligero) | 0,4% |
| Aceite Mineral (Pesado) | 0,4% |
| Agua Salada (3,5% NaCl) | 0,1% |
| Skydrol 5 | 0,2% |
| Hidróxido de Sodio (0,025% pH 10) | 0,1% |
| Ácido Fuerte (HCl concentrado) | 1,0% |
| Tripropilenglicol Monometil Éter | 0,3% |
| Agua | 0,1% |
| Xileno | 0,1% |
Cómo Imprimir y Mantener la Fuse 1 con Nylon 11 Powder
Guía paso a paso para configurar, imprimir y limpiar la impresora de la serie Fuse al usar Formlabs Nylon 11 Black Powder, incluyendo recomendaciones de atmósfera inerte y el mantenimiento obligatorio entre trabajos.
Paso 1: Retirar la Trampa de Residuos (Solo Fuse 1)
Antes de iniciar cualquier trabajo de impresión, retire la trampa de residuos de la tolva. El Nylon 11 se aglomerará alrededor de la trampa si se deja colocada, causando fallos de impresión. Este paso es obligatorio para la Fuse 1.
Paso 2: Establecer la Tasa de Actualización
Establezca la tasa de actualización en PreForm antes de enviar el trabajo. Use el 30% al imprimir en la Fuse 1+ 30W con control de atmósfera inerte. Use el 50% al imprimir en la Fuse 1 o en atmósfera de aire. El uso de polvo 100% nuevo maximiza las propiedades mecánicas pero incrementa el coste de material.
Paso 3: Aspirar la Parte Superior del Recinto
Tras cada impresión, aspire las pistas en la parte superior del recinto — las zonas entre las bandejas de polvo y la cámara de fabricación. El polvo que se acumula aquí puede fusionarse y contaminar fabricaciones posteriores.
Paso 4: Limpiar Ambas Bandejas de Polvo
Cierre la puerta del recinto y use los movimientos del motor flipper desde la pantalla táctil para desprender el polvo antes de aspirar. Aspire las bandejas izquierda y derecha por completo, prestando especial atención a las paredes interiores, esquinas y el borde interior de cada bandeja donde la compactación es más probable.
Paso 5: Inspeccionar y Limpiar el Recoater
Desplace el recoater a una posición accesible mediante Movimientos de Motor en la pantalla táctil. Inspeccione en busca de depósitos semi-sinterizados. Si los hay, limpie el recoater con un paño de microfibra sin pelusas humedecido con etanol antes del siguiente trabajo de impresión.
Preguntas Frecuentes — Formlabs Nylon 11 Black Powder
¿Qué impresoras Formlabs son compatibles con Nylon 11 Powder?
Nylon 11 Powder es compatible con todas las impresoras SLS de la serie Fuse: la Fuse 1 y la Fuse 1+ 30W. Para mejores resultados mecánicos, Formlabs recomienda la Fuse 1+ 30W con control de atmósfera inerte. Los usuarios de Fuse 1 deben retirar la trampa de residuos de la tolva antes de cada trabajo.
¿Cuál es la tasa de actualización recomendada para Nylon 11 Powder?
La tasa recomendada depende del entorno de impresión. Con la Fuse 1+ 30W y atmósfera inerte, use el 30% — la tasa más baja de toda la gama SLS de Formlabs. Al imprimir en atmósfera de aire (Fuse 1 o Fuse 1+ 30W sin gas inerte), use el 50% para mantener la calidad de las piezas.
¿En qué se diferencia Nylon 11 de Nylon 12 en impacto y flexibilidad?
Nylon 11 tiene una resistencia al impacto y elongación significativamente superiores a Nylon 12: 71 J/m Izod entallado frente a 32 J/m, y 40% de elongación en rotura (X/Y) frente al 11%. Nylon 12 es más rígido (1850 MPa de módulo de tracción frente a 1600 MPa) y más adecuado para aplicaciones estructurales rígidas. Nylon 11 es la elección cuando las piezas deben flexionarse, absorber impactos repetidos o soportar cargas dinámicas sostenidas.
¿Requiere Nylon 11 una atmósfera inerte para imprimir?
No es obligatoria, pero Formlabs la recomienda encarecidamente. Imprimir en un entorno con bajo contenido de oxígeno en la Fuse 1+ 30W reduce la degradación del polvo, baja la tasa de actualización al 30% y produce propiedades mecánicas más consistentes. Imprimir en aire es posible, pero produce resultados menos predecibles y requiere una tasa de actualización del 50%.
¿Es biocompatible Nylon 11 Powder?
Sí. Nylon 11 Powder ha sido evaluado conforme a ISO 10993-1:2018 y ha superado los requisitos de citotoxicidad (ISO 10993-5:2009), irritación y sensibilización (ISO 10993-10:2010). Esto lo hace adecuado para el prototipado de dispositivos médicos, ortesis y utillajes en entornos regulados. Los fabricantes son responsables de validar la idoneidad para cada uso previsto específico.
¿Puede mezclarse Nylon 11 con otros polvos SLS de Formlabs?
No. Mezclar tipos de polvo provoca fallos de impresión y puede causar daños permanentes a la impresora Fuse y al Fuse Sift. Antes de cambiar de material, limpie a fondo todo el equipo siguiendo las instrucciones de Formlabs. Si imprime regularmente con varios materiales, Formlabs recomienda dedicar equipos separados a cada tipo de material.
¿Por qué elegir EXPERT3D?
EXPERT3D es especialista en tecnología 3D desde 2012, dando servicio a equipos de ingeniería y departamentos de producción en toda España con conocimiento técnico profundo y soporte directo. Disponemos de stock de polvos SLS de Formlabs, incluido Nylon 11 Black Powder, con envío rápido a toda España y Europa. Nuestro equipo asesora sobre selección de materiales, compatibilidad con impresoras y optimización del proceso de fabricación. Compre directamente en nuestra tienda online con precios transparentes en EUR (€) y cobertura completa de garantía oficial.
 – 6 kg")
 – 6 kg")



 + FDK: Kit de 1 año de servicios")




")
")


















")
")
 – 10 kg")
 – 10 kg")
")
")
")
")