")
")
")



- Disponibilidad: En stock
- Código del producto: 00-00000298
- Peso en el embalaje: 6.50kg
- SKU: PD-FS-P12B-01
Formlabs Nylon 12 GF Powder es un polvo SLS reforzado con fibra de vidrio diseñado para la producción interna de piezas que exigen alta rigidez, precisión dimensional y estabilidad térmica. Con un módulo de tracción de 2800 MPa y una temperatura de deflexión bajo carga de 113 °C a 1,8 MPa, este material de base PA12 cubre la brecha de rendimiento entre el nylon estándar y los compuestos de ingeniería — compatible exclusivamente con la serie Fuse de impresoras SLS. Disponible en formato de 6 kg con una tasa de actualización recomendada del 50% para maximizar la reutilización del polvo.
| Módulo de Tracción | 2800 MPa |
|---|---|
| Temperatura de Deflexión @ 1,8 MPa | 113 °C |
| Módulo Flexural | 2400 MPa |
| Tasa de Actualización Recomendada | 50% |
Por Qué el Nylon Relleno de Vidrio Cambia el Resultado
El Nylon 12 estándar destaca en resistencia al impacto y elongación. Al incorporar relleno de vidrio, el perfil de rendimiento del material cambia por completo: la rigidez aumenta, la resistencia térmica mejora y la estabilidad dimensional bajo carga sostenida se incrementa de forma significativa. Nylon 12 GF Powder alcanza un módulo de tracción de 2800 MPa — un 51% superior al de Nylon 12 (1850 MPa) — mientras que su temperatura de reblandecimiento Vicat de 175 °C mantiene las piezas geométricamente estables en carcasas sometidas a estrés térmico y en entornos de automoción.
El compromiso es intencionado. La elongación en rotura cae al 4% (X/Y) frente al 11% del Nylon 12, lo que significa que los elementos delgados y frágiles requieren un diseño cuidadoso. La ventaja: un material capaz de sustituir utillajes mecanizados, producir carcasas para conectores de vehículos eléctricos y actuar como sustituto funcional de compuestos en flujos de validación.

Aplicaciones de Alto Rendimiento
La combinación de alto módulo y estabilidad térmica hace que Nylon 12 GF sea especialmente adecuado para entornos donde el nylon estándar fluiría o se deformaría bajo carga:
- Plantillas y utillajes estáticos de alta rigidez sometidos a carga sostenida
- Carcasas y envolventes en entornos de alta temperatura (compartimentos de motor, componentes para vehículos eléctricos)
- Prototipos de validación funcional para productos compuestos
- Piezas industriales de uso final en pequeños lotes
- Piezas de repuesto que requieren alta repetibilidad dimensional

Biocompatibilidad y Resistencia Química
Las piezas impresas en Nylon 12 GF Powder han sido evaluadas conforme a la norma ISO 10993-1:2018 y han superado los requisitos de citotoxicidad, irritación y sensibilización — una ventaja relevante para el prototipado de dispositivos médicos y utillajes en entornos regulados. La resistencia química es igualmente sólida: las pruebas de inmersión en 20 disolventes muestran un aumento de peso inferior al 1,3% en todos los casos, incluyendo aceites hidráulicos, lejía y gasóleo. La gasolina (isooctano) registra un 0,0% de aumento de peso.

Armadura Superficial y Posprocesado
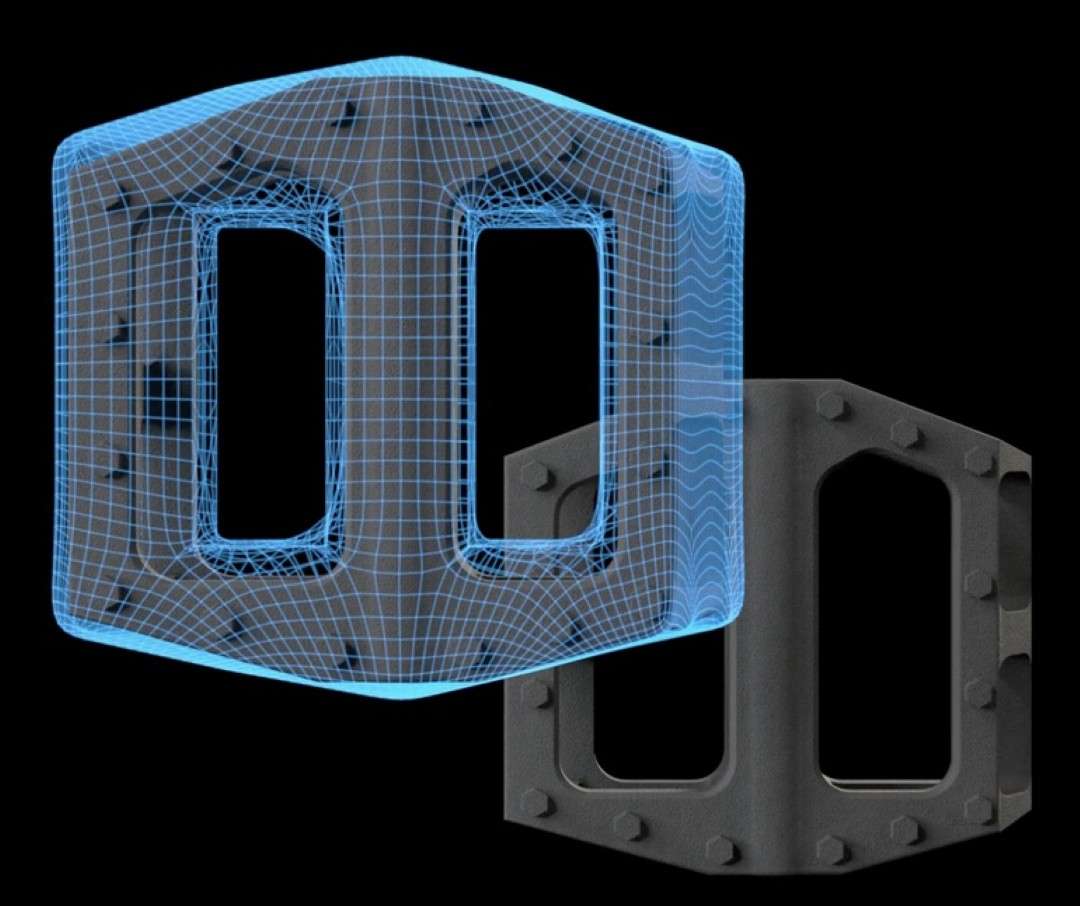
Las impresoras de la serie Fuse envuelven cada pieza en una Armadura Superficial — una capa semi-sinterizada que compensa las inconsistencias térmicas durante el sinterizado. Para Nylon 12 GF, esta capa es más densa que para Nylon 12 o Nylon 11 estándar. La visualización siguiente muestra cómo la Armadura Superficial rodea completamente la geometría de la pieza antes de su eliminación.
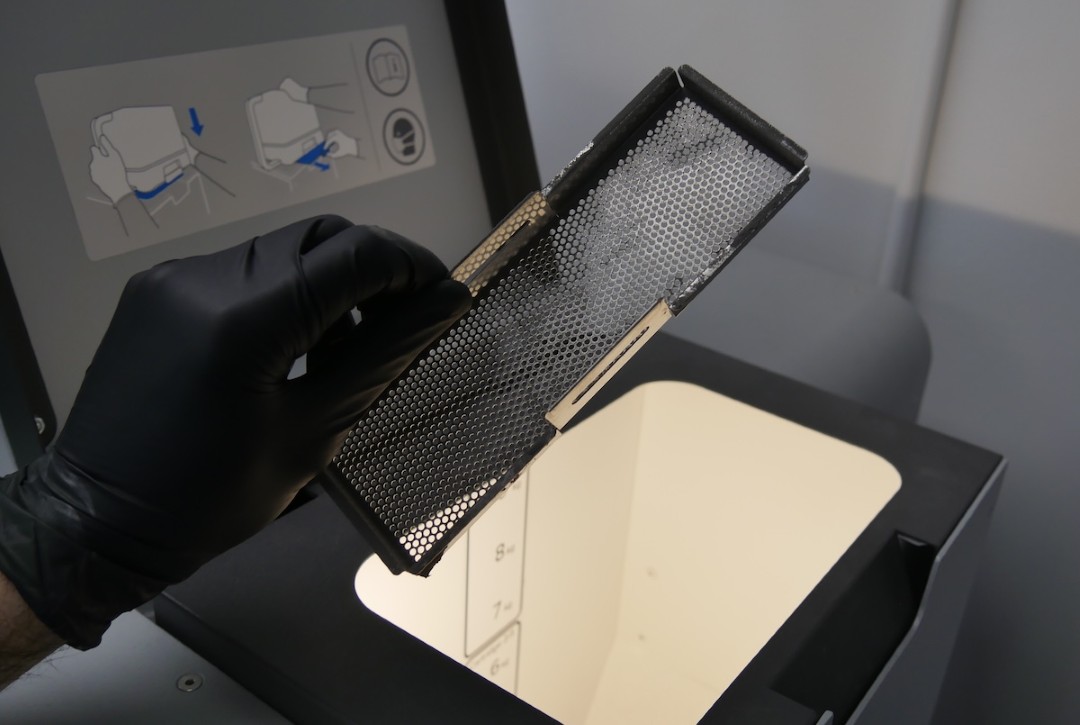
El primer paso consiste en romper el bloque de polvo en el Fuse Sift para separar las piezas del polvo no sinterizado circundante. El bloque de Nylon 12 GF es más rígido que el de Nylon 12 — aplique más fuerza para liberar las piezas.

Tras eliminar el polvo suelto con el Fuse Sift, cepille los depósitos restantes de las superficies accesibles antes de pasar a la etapa de granallado.

A diferencia del Nylon 12 estándar, el Nylon 12 GF requiere un equipo de granallado (como el Fuse Blast) para eliminar completamente la capa de Armadura Superficial más densa. El cepillado manual por sí solo es insuficiente. Aplique pasadas múltiples en orificios, rebajes y zonas cerradas, y extreme el cuidado con los elementos delgados debido a la mayor fragilidad del material.

Mantenimiento de la Impresora con Nylon 12 GF
El polvo relleno de vidrio es más abrasivo y propenso a la aglomeración que el nylon estándar — se requieren pasos de limpieza específicos entre cada trabajo. En la Fuse 1, retire siempre la trampa de residuos de la tolva antes de imprimir. Si se deja colocada, el material se aglomera a su alrededor y causa fallos de impresión.
El polvo se acumula en la parte superior del recinto de impresión, especialmente en las pistas entre las bandejas de polvo y la cámara de fabricación. Este exceso puede fusionarse y ser arrastrado hacia la cámara durante trabajos posteriores — aspire esta zona a fondo tras cada impresión.
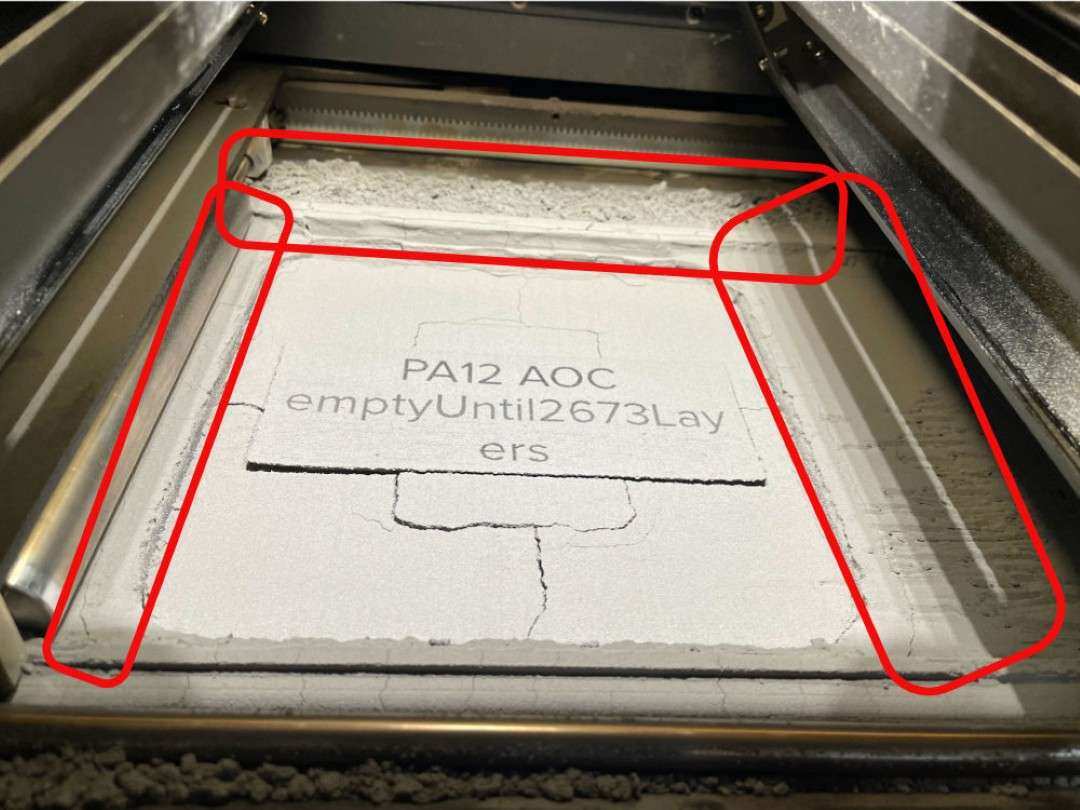
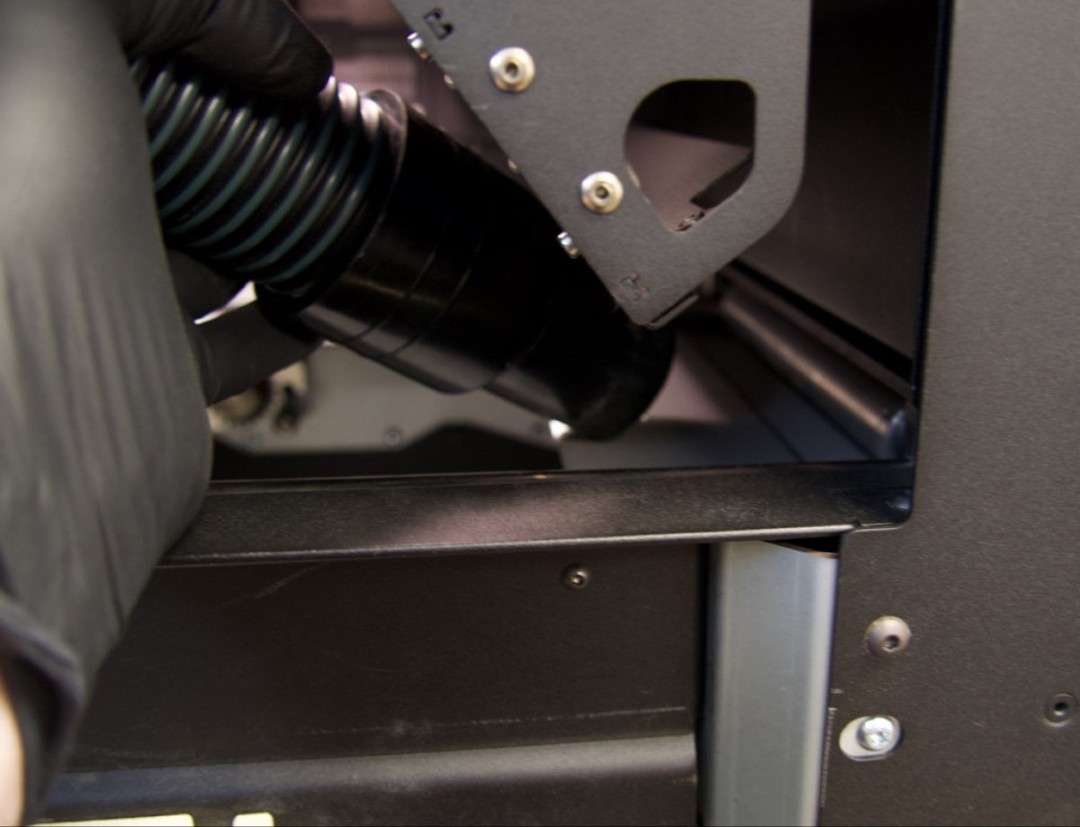
El Nylon 12 GF se acumula con más intensidad en las bandejas de polvo que el nylon estándar. La imagen siguiente muestra un patrón típico de acumulación en los canales de la bandeja tras un trabajo de impresión.

Aspire ambas bandejas por completo, prestando especial atención a las paredes interiores y esquinas. Use los movimientos de motor del flipper desde la pantalla táctil para desprender el polvo de zonas de difícil acceso antes de aspirar.
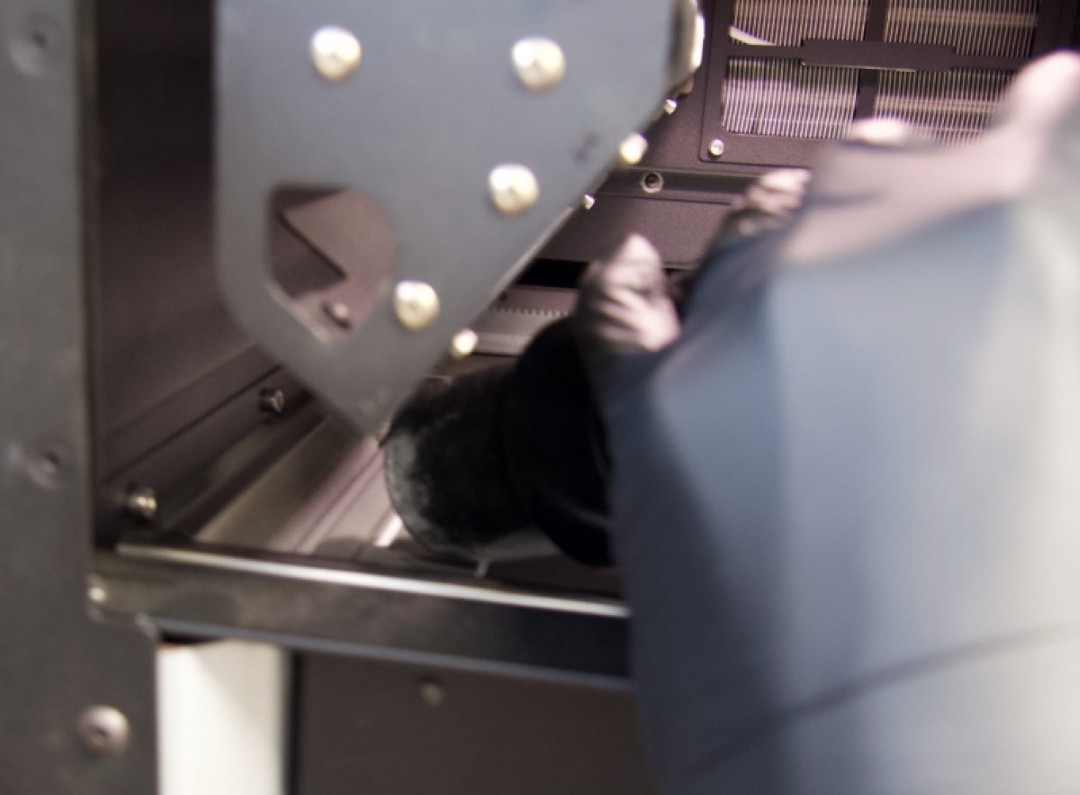
Ambas bandejas deben limpiarse — repita el mismo procedimiento de aspirado en la bandeja derecha, asegurándose de que la manguera flexible llega a todas las esquinas y a la zona del trayecto del recoater.
Preste especial atención al borde interior de cada bandeja — es donde el polvo de Nylon 12 GF se compacta con más frecuencia y puede provocar arrastre del recoater si no se limpia.
Por último, desplace el recoater a una posición accesible e inspecciónelo en busca de depósitos semi-sinterizados. Si presenta acumulaciones, límpielo con un paño de microfibra sin pelusas humedecido con etanol antes del siguiente trabajo.

Consejo técnico: Al cambiar de Nylon 12 a Nylon 12 GF (o viceversa), limpie a fondo el Fuse Sift, el recinto de impresión y todos los accesorios antes del primer trabajo. La mezcla de polvos provoca fallos de impresión y puede dañar permanentemente el equipo. Si su flujo de trabajo requiere ambos materiales con regularidad, Formlabs recomienda dedicar una impresora Fuse 1 y un Fuse Sift independientes a cada tipo de material.
Especificaciones Técnicas del Formlabs Nylon 12 GF Powder
Propiedades Mecánicas
| Resistencia a la Tracción | 38 MPa (5510 psi) — ASTM D638-14 Type 1 |
|---|---|
| Módulo de Tracción | 2800 MPa (406 ksi) — ASTM D638-14 Type 1 |
| Elongación en Rotura (X/Y) | 4% — ASTM D638-14 Type 1 |
| Elongación en Rotura (Z) | 3% — ASTM D638-14 Type 1 |
Propiedades Flexurales
| Resistencia a la Flexión | 56 MPa (8122 psi) — ASTM D790-15 |
|---|---|
| Módulo Flexural | 2400 MPa (348 ksi) — ASTM D790-15 |
Propiedades de Impacto
| Resistencia al Impacto Izod (entallado) | 36 J/m (0,67 ft-lb/in) — ASTM D256-10 |
|---|
Propiedades Térmicas
| Temperatura de Deflexión @ 1,8 MPa | 113 °C (235 °F) — ASTM D648-16 |
|---|---|
| Temperatura de Deflexión @ 0,45 MPa | 170 °C (338 °F) — ASTM D648-16 |
| Temperatura de Reblandecimiento Vicat | 175 °C (347 °F) — ASTM D1525 |
Otras Propiedades
| Contenido de Humedad (polvo) | 0,23% — ISO 15512 Method D |
|---|---|
| Absorción de Agua (pieza impresa) | 0,24% — ASTM D570 |
| Clasificación de Inflamabilidad | HB (UL 94 Sección 7, muestra de 3,00 mm) |
| Tasa de Actualización Recomendada | 50% |
| Impresoras Compatibles | Fuse 1, Fuse 1+ 30W (serie Fuse) |
| Entorno de Impresión | Aire (no se requiere atmósfera inerte) |
| Referencia / Número de Pieza | FLP12B01 |
| Peso Neto | 6 kg |
Biocompatibilidad (ISO 10993-1:2018)
| ISO 10993-5:2009 | No citotóxico |
|---|---|
| ISO 10993-10:2010/(R)2014 (Irritación) | No irritante |
| ISO 10993-10:2010/(R)2014 (Sensibilización) | No sensibilizante |
Compatibilidad Química (Aumento de Peso % en 24 h)
| Ácido Acético 5% | 0,2% |
|---|---|
| Acetona | 0,2% |
| Lejía ~5% NaOCl | 0,2% |
| Acetato de Butilo | 0,2% |
| Gasóleo | 0,6% |
| Dietilenglicol Monometil Éter | 0,5% |
| Aceite Hidráulico | 1,0% |
| Peróxido de Hidrógeno (3%) | 0,2% |
| Isooctano (gasolina) | 0,0% |
| Alcohol Isopropílico | 0,2% |
| Aceite Mineral (Pesado) | 1,0% |
| Aceite Mineral (Ligero) | 1,3% |
| Agua Salada (3,5% NaCl) | 0,2% |
| Skydrol 5 | 0,8% |
| Hidróxido de Sodio (0,025% pH 10) | 0,2% |
| Ácido Fuerte (HCl concentrado) | 0,8% |
| Tripropilenglicol Monometil Éter | 0,8% |
| Agua | 0,1% |
| Xileno | 0,2% |
Cómo Posprocesar Piezas Impresas en Nylon 12 GF
Guía paso a paso para extraer y acabar piezas impresas en Nylon 12 GF Powder con una impresora de la serie Fuse, desde la separación del bloque de polvo hasta la eliminación de la Armadura Superficial.
Paso 1: Romper el Bloque de Polvo
Transfiera la cámara de fabricación al Fuse Sift. El bloque de polvo de Nylon 12 GF es más rígido que el de Nylon 12 estándar — aplique más fuerza para separar las piezas impresas del polvo circundante.
Paso 2: Retirar el Polvo Suelto
Use el Fuse Sift para eliminar todo el polvo suelto no sinterizado alrededor de las piezas. Cepille el polvo restante de las superficies accesibles antes de pasar a la etapa de granallado.
Paso 3: Granallado para Eliminar la Armadura Superficial
Traslade las piezas al Fuse Blast u otro entorno de granallado aprobado. El Nylon 12 GF requiere granallado (no solo cepillado manual) para eliminar completamente la capa de Armadura Superficial más densa. Aplique pasadas múltiples en orificios, rebajes y zonas cerradas.
Paso 4: Inspeccionar Geometrías Delicadas
Debido a la mayor fragilidad del Nylon 12 GF respecto al nylon estándar, extreme el cuidado durante el granallado y la manipulación de geometrías finas. Inspeccione todas las formas delicadas tras el granallado y antes de cualquier acabado posterior.
Paso 5: Acabado Final (Opcional)
Continúe con los pasos de posprocesado restantes según sea necesario: pintado, galvanizado u otros tratamientos superficiales. Las piezas están listas para uso funcional o procesado adicional una vez eliminada toda la Armadura Superficial.
Preguntas Frecuentes — Formlabs Nylon 12 GF Powder
¿Qué impresoras Formlabs son compatibles con Nylon 12 GF Powder?
Nylon 12 GF Powder es compatible exclusivamente con las impresoras SLS de la serie Fuse de Formlabs: la Fuse 1 y la Fuse 1+ 30W. Antes de imprimir, actualice el firmware de la impresora a la última versión. Los usuarios de Fuse 1 deben retirar la trampa de residuos de la tolva antes de cada trabajo de impresión.
¿Cuál es la tasa de actualización recomendada para Nylon 12 GF Powder?
La tasa de actualización estándar recomendada es del 50%, es decir, cada nueva fabricación utiliza una mezcla 50/50 de polvo nuevo y polvo recuperado. Bajo indicación específica del soporte técnico de Formlabs, puede utilizarse una tasa del 70% para resolver defectos en piezas. La tasa del 50% permite la máxima reutilización del polvo manteniendo una calidad de pieza consistente.
¿En qué se diferencia Nylon 12 GF del Nylon 12 estándar en cuanto a rigidez?
Nylon 12 GF tiene un módulo de tracción de 2800 MPa frente a los 1850 MPa del Nylon 12 — un aumento del 51% en rigidez. La contrapartida es una menor elongación en rotura: 4% (X/Y) para Nylon 12 GF frente al 11% del Nylon 12. Esto hace que Nylon 12 GF sea más adecuado para aplicaciones estructurales rígidas, pero menos apropiado para piezas que requieran flexibilidad o absorción de impactos.
¿Requiere Nylon 12 GF Powder una atmósfera especial de impresión?
No. Formlabs recomienda imprimir Nylon 12 GF en aire — no se requiere nitrógeno ni atmósfera inerte. Esto simplifica la configuración en comparación con otros materiales SLS de alto rendimiento y reduce los costes operativos.
¿Es biocompatible Nylon 12 GF Powder?
Sí. Las piezas impresas en Nylon 12 GF Powder han sido evaluadas conforme a ISO 10993-1:2018 y han superado los requisitos de citotoxicidad (ISO 10993-5:2009), irritación y sensibilización (ISO 10993-10:2010). Esto hace que el material sea apto para el prototipado de dispositivos médicos y utillajes en entornos regulados.
¿Puede mezclarse Nylon 12 GF con otros polvos SLS de Formlabs en la misma impresora?
No. Mezclar tipos de polvo provoca fallos de impresión y puede causar daños permanentes a la impresora Fuse y al Fuse Sift. Antes de cambiar de material, limpie a fondo todo el equipo siguiendo las instrucciones de Formlabs. Si utiliza habitualmente tanto Nylon 12 como Nylon 12 GF, Formlabs recomienda dedicar equipos separados a cada material.

¿Por qué elegir EXPERT3D?
EXPERT3D es especialista en tecnología 3D desde 2012, prestando servicio a equipos de ingeniería y departamentos de producción en toda España con conocimiento técnico profundo y soporte directo. Disponemos de stock de polvos SLS de Formlabs, incluido Nylon 12 GF, con envío rápido a toda España y Europa. Nuestro equipo asesora sobre selección de materiales, compatibilidad con impresoras y flujos de posprocesado. Compre directamente en nuestra tienda online con precios transparentes en EUR (€) y cobertura completa de garantía oficial.
")
")



 + FDK: Kit de 1 año de servicios")




")
")


















")
")
 – 10 kg")
 – 10 kg")
")
")
 – 6 kg")
 – 6 kg")