")
")
")



- Disponibilidad: En stock
- Código del producto: 00-00000301
- Peso en el embalaje: 6.50kg
- SKU: PD-FS-TP9G-01
Formlabs TPU 90A Powder es un elastómero de poliuretano termoplástico para impresión SLS, formulado para producir piezas flexibles, resistentes y seguras para el contacto con la piel directamente en las impresoras de la serie Fuse. Con una elongación en rotura de 310% (X/Y), una dureza Shore de 90A y una resistencia al desgarro de 66 kN/m, este material cubre la brecha entre los polvos de nylon rígidos y el caucho moldeado por inyección — con una tasa de actualización del 20% que permite reutilizar el 80% del polvo por fabricación. Suministrado en cartucho de 6 kg, referencia FLTP9G01.
| Dureza Shore | 90A |
|---|---|
| Elongación en Rotura (X/Y) | 310% |
| Resistencia al Desgarro (X/Y) | 66 kN/m |
| Tasa de Actualización Recomendada | 20% |
Qué Hace Práctico a un Elastómero SLS
Las piezas flexibles han sido siempre el punto débil de la fusión en lecho de polvo. Los polvos de nylon estándar ofrecen rigidez y resistencia al impacto, pero no pueden producir una junta que selle, una correa que se doble ni una ortesis que se adapte a la piel. TPU 90A Powder resuelve esto directamente. Su dureza Shore 90A lo sitúa en el territorio del caucho firme — lo bastante rígido para mantener la geometría bajo carga, pero lo suficientemente flexible para doblarse repetidamente sin agrietarse. La elongación en rotura alcanza un 310% en el plano X/Y, más de 28 veces superior a la del Nylon 12 (11%), mientras que la resistencia al desgarro de 66 kN/m (X/Y) evita que el material se desgarre en los concentradores de tensión.
El efecto práctico: las piezas impresas en TPU 90A pueden doblarse, torcerse y comprimirse a lo largo de miles de ciclos. La deformación permanente por compresión a 23 °C es de solo 20,5%, lo que significa que las piezas recuperan la mayor parte de su forma original tras una carga sostenida. Esta es la propiedad que hace viables las juntas funcionales, los amortiguadores y los dispositivos portátiles desde una impresora.

Seguro para la Piel y Biocompatible
Las piezas impresas en TPU 90A Powder han sido evaluadas conforme a la norma ISO 10993-1:2018 y han superado los requisitos de citotoxicidad, irritación y sensibilización. Esto abre un camino directo hacia dispositivos médicos personalizados — cascos craneales, férulas para pulgar, revestimientos protésicos y plantillas — que pueden diseñarse a partir de datos de escaneado del paciente e imprimirse bajo demanda sin utillajes de molde.

Más allá de la sanidad, la certificación de biocompatibilidad convierte al TPU 90A en una opción práctica para cualquier dispositivo portátil en contacto con la piel: protecciones deportivas, correas de pulseras de actividad, guantes protectores y ortesis personalizadas producidas en volúmenes unitarios.

Aplicaciones de Alto Rendimiento
La combinación de alta elongación, resistencia al desgarro y recuperación tras compresión hace que el TPU 90A sea adecuado para entornos donde los materiales rígidos no pueden funcionar:
- Ortesis personalizadas, férulas, revestimientos protésicos y cascos craneales
- Juntas, sellos, fuelles y tubos flexibles
- Empuñaduras suaves, amortiguadores, aisladores de vibración y cojines
- Carcasas de dispositivos portátiles y correas con certificación de contacto con la piel
- Conductos de admisión de aire para automoción y conectores flexibles
- Moldes blandos y matrices de conformado de chapa metálica
La imagen siguiente muestra una variedad de piezas funcionales de uso final — desde suelas de calzado con estructura reticular y mangueras corrugadas hasta componentes protésicos y conjuntos de pulsera — demostrando la complejidad geométrica alcanzable con la impresión SLS de elastómeros.

Una manguera corrugada de admisión de aire para automoción impresa en TPU 90A ilustra la capacidad del material para reproducir geometrías flexibles complejas con fuelles integrados y elementos de montaje — imposible de conseguir en nylon rígido.

Tamizado del TPU 90A Powder — Requisitos Específicos
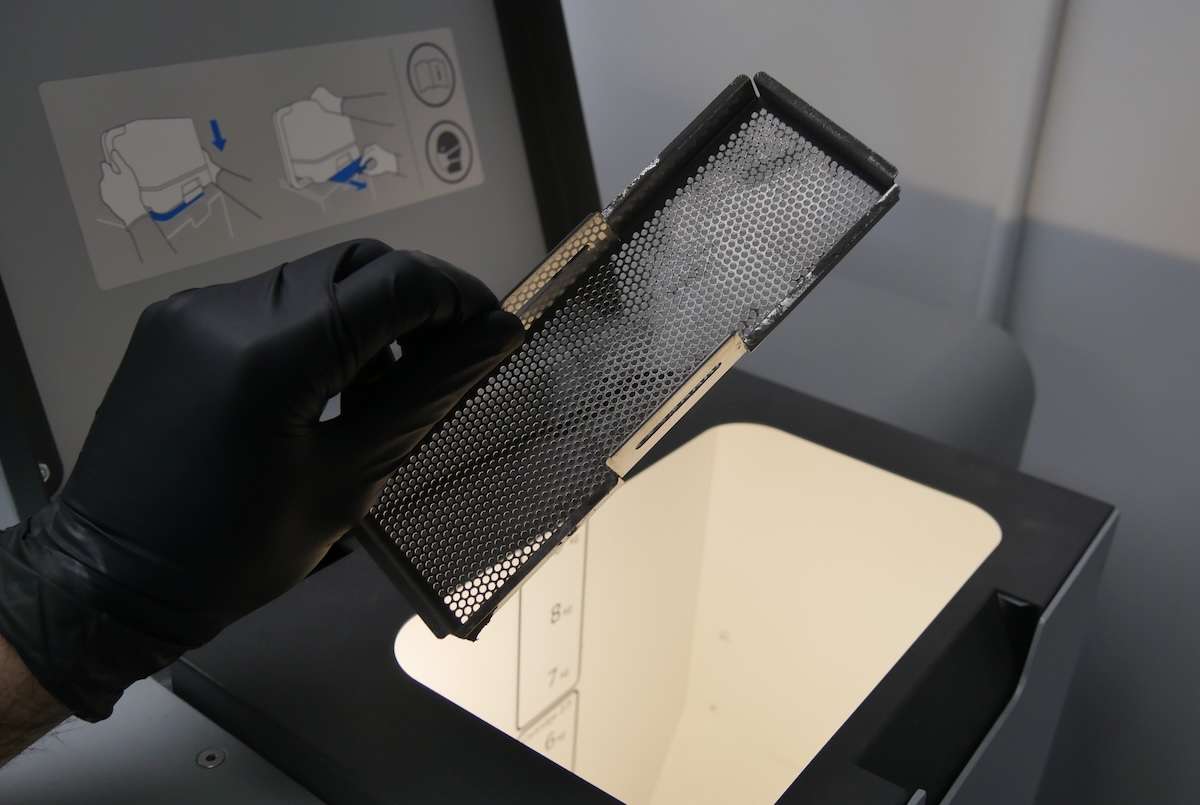
El TPU 90A se comporta de manera diferente a los polvos de nylon en el Fuse Sift. El material requiere la malla tamizadora de 150 µm (incluida de serie con el Fuse Sift) y debe tamizarse mientras el bloque de polvo aún está caliente — idealmente entre 35 y 40 °C. A temperatura ambiente, el polvo de TPU se adhiere a las piezas y no pasa a través de la malla. Los tiempos de tamizado son notablemente más largos que con polvos de nylon.
La imagen siguiente muestra la malla tamizadora del Fuse Sift tras un trabajo con TPU 90A — obsérvese cómo el polvo permanece sobre la superficie de la malla y requiere manipulación manual con guante para atravesarla.
Formlabs recomienda imprimir tres bolas de limpieza de malla en TPU 90A y colocarlas sobre el tamiz. Estas bolas se agitan durante el tamizado y reducen significativamente la obstrucción de la malla.

Preparación y Mantenimiento de la Impresora con TPU 90A
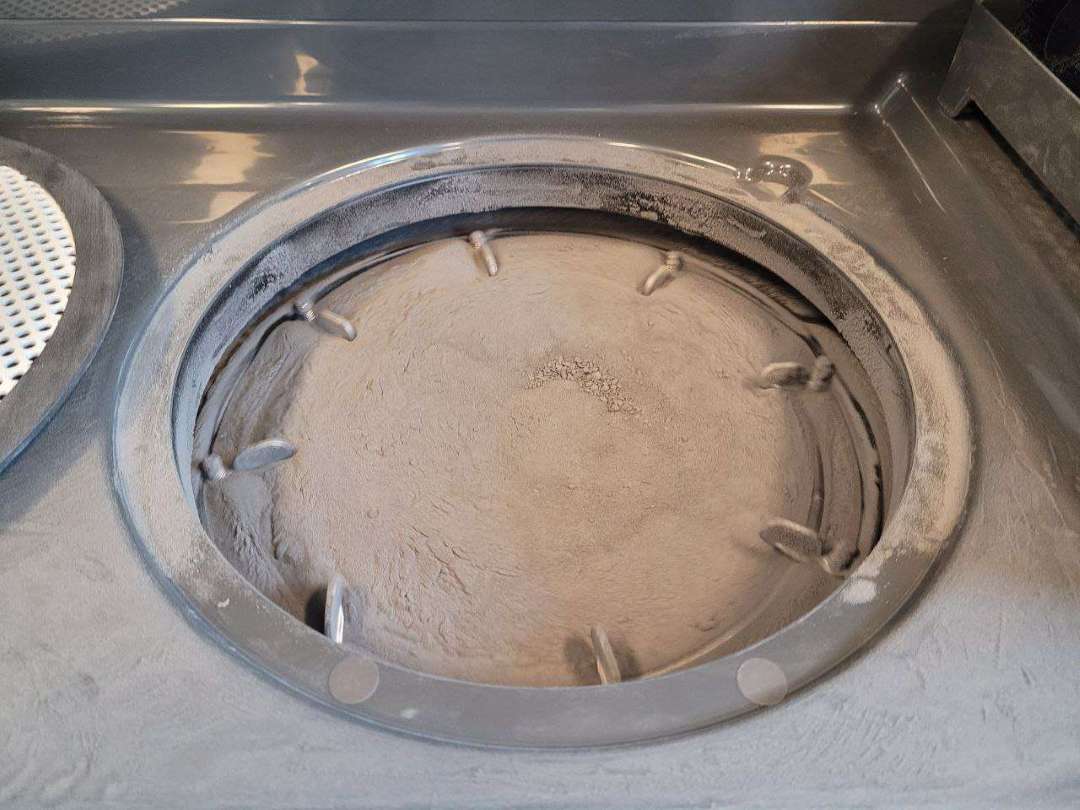
El TPU 90A Powder se asienta y aglomera con más facilidad que el nylon — se requieren pasos obligatorios de preparación y limpieza entre cada trabajo. En la Fuse 1, retire siempre la trampa de residuos de la tolva antes de imprimir. Si se deja colocada, el material se aglomera a su alrededor y provoca fallos de dosificación.
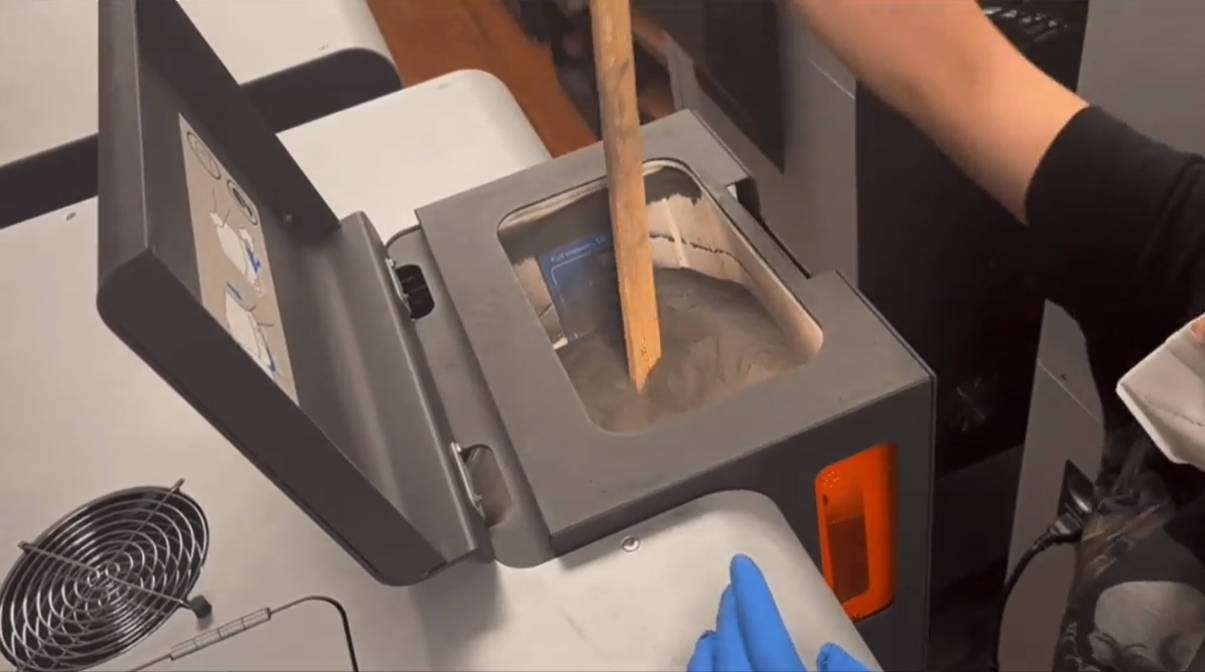
Antes de iniciar una impresión, remueva el polvo en la tolva con una varilla de madera. Si la impresora ha estado inactiva más de tres días, vacíe la tolva por completo, tamice el polvo recuperado y recargue material fresco. La imagen siguiente muestra la preparación de nivelado del polvo antes de una impresión con TPU 90A.
El polvo se acumula en la parte superior del recinto de impresión, especialmente en las pistas entre las bandejas de polvo y la cámara de fabricación. Este exceso puede fusionarse y ser arrastrado hacia la cámara durante el siguiente trabajo — aspire la zona a fondo tras cada impresión.
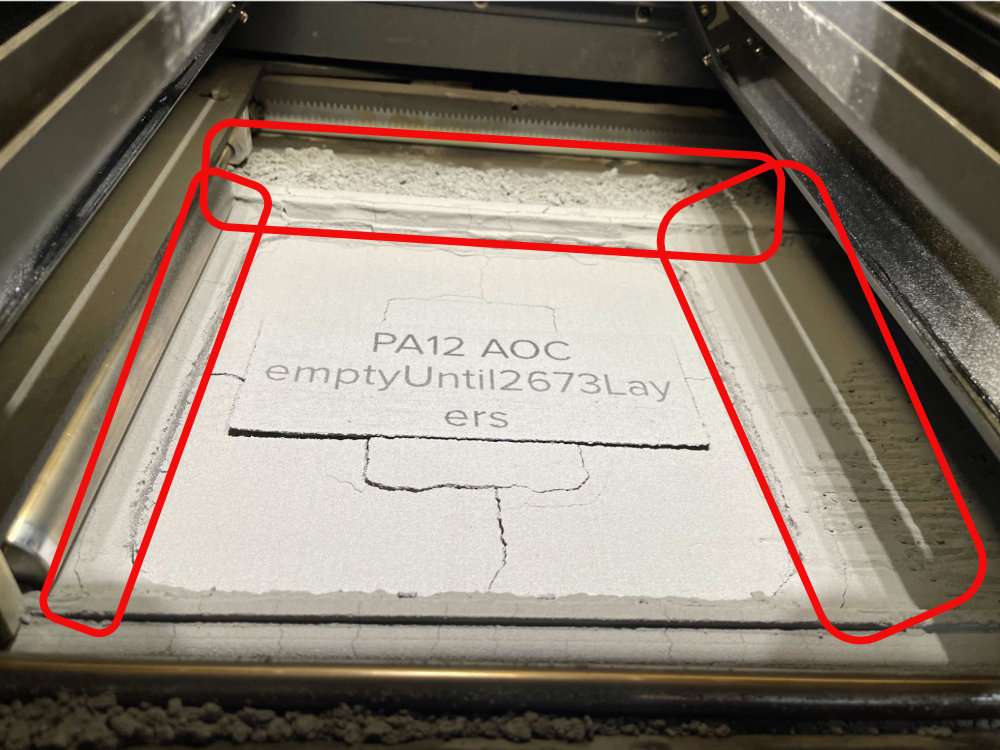
El TPU 90A se acumula en las bandejas de la impresora con mayor intensidad que el nylon. La imagen siguiente muestra un patrón típico de acumulación en los canales de la bandeja tras un trabajo de impresión.
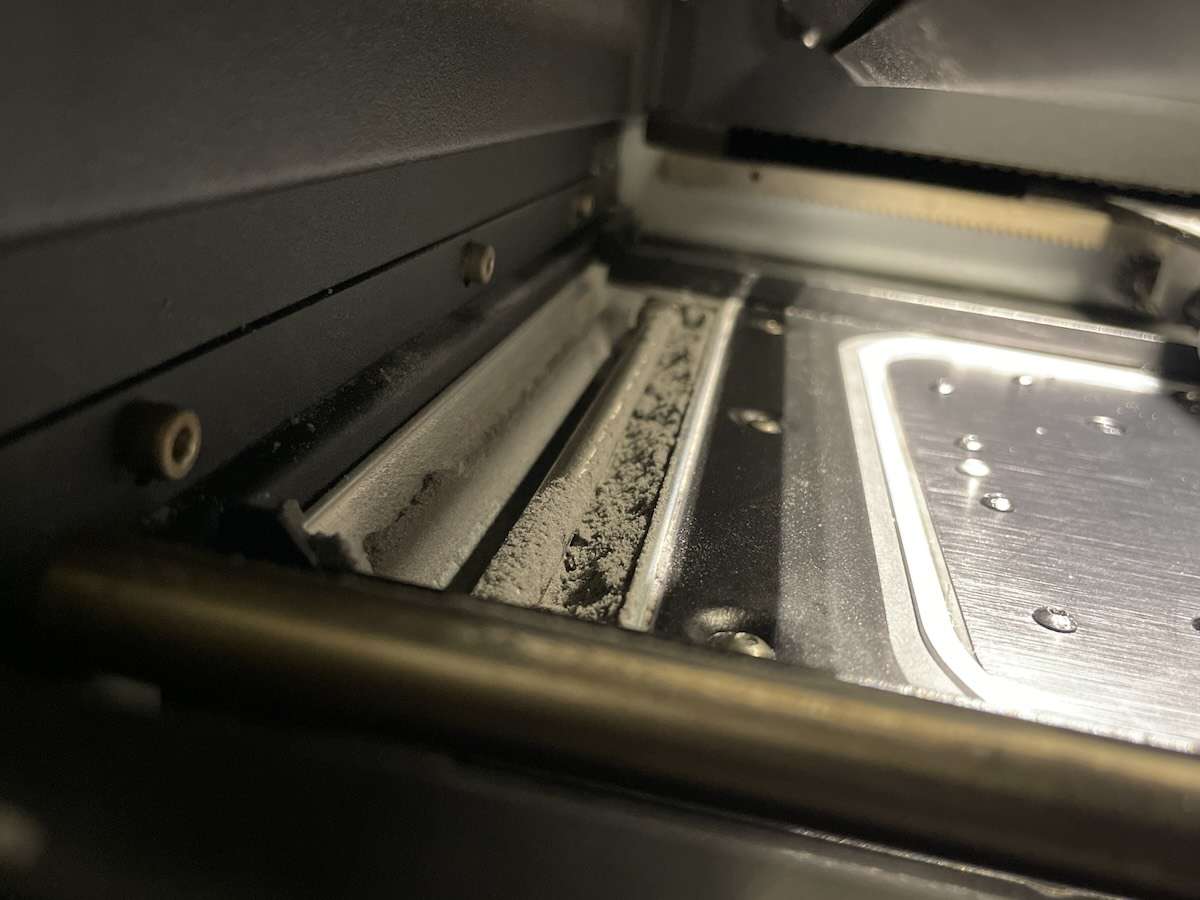
Aspire la bandeja izquierda por completo, prestando especial atención a las paredes interiores y esquinas. Use los movimientos de motor del flipper desde la pantalla táctil para desprender el polvo de zonas de difícil acceso antes de aspirar.
Repita el mismo procedimiento en la bandeja derecha, asegurándose de que la manguera flexible llega a todas las esquinas y a la zona del trayecto del recoater.
Preste especial atención al borde interior de cada bandeja — es donde el polvo de TPU 90A se compacta con más frecuencia y puede provocar arrastre del recoater si no se limpia.

Por último, desplace el recoater a una posición accesible e inspecciónelo en busca de depósitos semi-sinterizados. Si presenta acumulaciones, límpielo con un paño de microfibra sin pelusas humedecido con etanol antes del siguiente trabajo.

Precisión Dimensional y Ajuste Fino
Se esperan desviaciones dimensionales de hasta un 5% con TPU 90A. Para obtener la mejor precisión en el eje Z con los ajustes de impresión V2.1, coloque las piezas cerca de la parte inferior de la cámara de fabricación y alejadas de las paredes. Si observa bandas térmicas, superficies onduladas o regiones oscuras sinterizadas, reduzca la Temperatura Objetivo del Lecho en incrementos de 1–1,5 °C y repita la prueba.
La imagen siguiente muestra una pieza impresa en TPU 90A con ligera deformación — este tipo de distorsión puede reducirse ajustando la temperatura del lecho y optimizando la ubicación de las piezas dentro del volumen de fabricación.

Consejo técnico: El TPU 90A Powder se asienta y compacta cuando se deja en reposo. Remueva siempre la tolva con una varilla de madera antes de cada impresión. Si la impresora ha permanecido inactiva más de tres días, vacíe la tolva por completo desde Ajustes > Calibración > Vaciar Tolva, tamice el polvo recuperado y recargue. En la Fuse 1, no exceda nunca el volumen de polvo indicado por PreForm — el peso del exceso acelera la aglomeración y la subdosificación. Al cambiar a o desde TPU 90A, limpie cada componente con mayor exhaustividad que en un cambio entre nylons: el TPU funde a una temperatura más baja y la contaminación cruzada provoca fallos de impresión inmediatos.
Especificaciones Técnicas del Formlabs TPU 90A Powder
Propiedades Mecánicas
| Resistencia a la Tracción (X/Y) | 8,7 MPa (1260 psi) — ASTM D412-16, Method A |
|---|---|
| Resistencia a la Tracción (Z) | 7,2 MPa (1050 psi) — ASTM D412-16, Method A |
| Elongación en Rotura (X/Y) | 310% — ASTM D412-16, Method A |
| Elongación en Rotura (Z) | 110% — ASTM D412-16, Method A |
| Tensión @ 50% Elongación (X/Y) | 6,1 MPa (889 psi) — ASTM D412-16, Method A |
| Tensión @ 50% Elongación (Z) | 5,9 MPa (860 psi) — ASTM D412-16, Method A |
| Tensión @ 100% Elongación (X/Y) | 7,2 MPa (1050 psi) — ASTM D412-16, Method A |
| Tensión @ 100% Elongación (Z) | 7,0 MPa (1020 psi) — ASTM D412-16, Method A |
| Resistencia al Desgarro (X/Y) | 66 kN/m (378 lb/in) — ASTM D624-00 (2020) |
| Resistencia al Desgarro (Z) | 39 kN/m (247 lb/in) — ASTM D624-00 (2020) |
| Deformación Permanente por Compresión (23 °C) | 20,5% — ASTM D395-18, Method B |
| Deformación Permanente por Compresión (70 °C) | 59,9% — ASTM D395-18, Method B |
| Dureza Shore | 90A — ASTM D2240-15 (2021) |
| Abrasión Taber | 122 mm³ — ISO 4649 (40 rpm, 10 N) |
Propiedades Térmicas
| Temperatura de Reblandecimiento Vicat | 94,3 °C (201,7 °F) — ASTM D1525 |
|---|
Otras Propiedades
| Contenido de Humedad (polvo) | 0,19% — ISO 15512 Method D |
|---|---|
| Absorción de Agua (pieza impresa) | 0,89% — ASTM D570 |
| Densidad Aparente (sinterizado) | 1,14 g/cm³ (71,2 lb/ft³) |
| Tasa de Actualización Recomendada | 20% |
| Impresoras Compatibles | Fuse 1, Fuse 1+ 30W (serie Fuse) |
| Entorno de Impresión | Aire (no se requiere atmósfera inerte) |
| Malla Tamizadora Requerida | 150 µm (malla estándar del Fuse Sift) |
| Referencia / Número de Pieza | FLTP9G01 |
| Peso Neto | 6 kg |
Biocompatibilidad (ISO 10993-1:2018)
| ISO 10993-5:2009 | No citotóxico |
|---|---|
| ISO 10993-23:2021 | No irritante |
| ISO 10993-10:2021 | No sensibilizante |
Compatibilidad Química (Aumento de Peso % en 24 h)
| Ácido Acético 5% | 1,3% |
|---|---|
| Acetona | 28,6% |
| Alcohol Isopropílico | 4,8% |
| Lejía ~5% NaOCl | 0,8% |
| Acetato de Butilo | 16,5% |
| Gasóleo | 2,0% |
| Dietilenglicol Monometil Éter | 14,4% |
| Aceite Hidráulico | 2,8% |
| Skydrol 5 | 6,5% |
| Peróxido de Hidrógeno (3%) | 1,0% |
| Isooctano (gasolina) | 0,7% |
| Aceite Mineral (Ligero) | 2,3% |
| Aceite Mineral (Pesado) | 2,1% |
| Agua Salada (3,5% NaCl) | 0,9% |
| Hidróxido de Sodio (0,025% pH 10) | 0,9% |
| Agua | 0,9% |
| Xileno | 20,8% |
| Ácido Fuerte (HCl concentrado) | −5,2% |
| Tripropilenglicol Monometil Éter | 9,9% |
Cómo Preparar e Imprimir con TPU 90A Powder
Guía paso a paso para configurar una impresora de la serie Fuse para TPU 90A Powder, desde la preparación de la tolva hasta el tamizado y la limpieza.
Paso 1: Preparar la Tolva
En la Fuse 1, retire la trampa de residuos de la tolva. Llene la tolva con ligeramente más polvo del indicado por PreForm — no la llene en exceso, ya que el peso adicional acelera la aglomeración. En la Fuse 1+ 30W, llene la tolva hasta el borde para trabajos de volumen completo.
Paso 2: Remover el Polvo
Use una varilla de madera para remover el polvo en la tolva antes de cada impresión. El TPU 90A se asienta con el tiempo y debe agitarse para fluir correctamente por el sistema de dosificación. Si la impresora ha permanecido inactiva más de tres días, vacíe la tolva completamente desde Ajustes > Calibración > Vaciar Tolva, tamice el polvo recuperado y recargue.
Paso 3: Imprimir el Trabajo
Abra el modelo en PreForm, seleccione TPU 90A como material y elija los ajustes de impresión V2.1 para mejor precisión dimensional y hasta un 25% menos de tiempo de impresión. Coloque las piezas cerca de la parte inferior de la cámara y alejadas de las paredes para la mejor precisión en Z. Envíe el trabajo a la impresora.
Paso 4: Tamizar en Caliente
Tras la impresión, deje enfriar la cámara de fabricación hasta que el bloque de polvo alcance los 35–40 °C — lo bastante caliente para tamizar con facilidad pero seguro para manipular. Transfiera al Fuse Sift y use la malla de 150 µm. Trabaje el polvo a través de la malla con la mano enguantada. Coloque tres bolas de limpieza de malla de TPU 90A sobre el tamiz para reducir la obstrucción.
Paso 5: Limpiar la Impresora
Aspire la parte superior del recinto de impresión, ambas bandejas de polvo (usando los movimientos de motor del flipper para desprender el polvo compactado) y la hoja del recoater. Limpie el recoater con un paño de microfibra sin pelusas y etanol si hay depósitos semi-sinterizados. Esta limpieza es obligatoria entre cada trabajo con TPU 90A.
Preguntas Frecuentes — Formlabs TPU 90A Powder
¿Qué impresoras Formlabs son compatibles con TPU 90A Powder?
TPU 90A Powder es compatible con las impresoras SLS Fuse 1 y Fuse 1+ 30W. Antes de imprimir, actualice el firmware de la impresora y del Fuse Sift a la última versión. El Fuse Sift debe ser modelo 1.1 o posterior — compruebe la pegatina gris de versión en el cajón del cartucho o en el panel trasero.
¿Cuál es la tasa de actualización recomendada para TPU 90A Powder?
La tasa de actualización recomendada es del 20%, es decir, cada fabricación utiliza una mezcla de 20% de polvo nuevo y 80% de polvo recuperado. Es la tasa más baja entre los polvos SLS de Formlabs, lo que permite una alta reutilización del material y un mínimo desperdicio por trabajo.
¿Es el TPU 90A Powder seguro para el contacto con la piel?
Sí. Las piezas impresas en TPU 90A Powder han sido evaluadas conforme a ISO 10993-1:2018 y han superado los requisitos de citotoxicidad (ISO 10993-5:2009), irritación (ISO 10993-23:2021) y sensibilización (ISO 10993-10:2021). Esto hace que el material sea apto para ortesis personalizadas, prótesis, dispositivos portátiles y otras aplicaciones de contacto con la piel.
¿Requiere TPU 90A Powder una atmósfera especial de impresión?
No. Formlabs recomienda imprimir TPU 90A en aire ambiente — no se requiere nitrógeno ni atmósfera inerte. El gas inerte no aporta ningún beneficio conocido para este material y no se recomienda.
¿Por qué el TPU 90A Powder requiere tiempos de tamizado más largos?
El polvo de TPU es más pegajoso que el nylon y tiende a obstruir la malla del tamiz. Para mejores resultados, tamice mientras el bloque de polvo aún está caliente (35–40 °C), use la malla de 150 µm y coloque tres bolas de limpieza impresas sobre el tamiz para agitar y prevenir obstrucciones. Trabaje suavemente el polvo a través de la malla con la mano enguantada.
¿Puede mezclarse TPU 90A con otros polvos SLS de Formlabs en la misma impresora?
No. Mezclar tipos de polvo provoca fallos de impresión y puede causar daños permanentes a la impresora y al Fuse Sift. El TPU 90A funde a una temperatura más baja que los polvos de nylon, por lo que la contaminación cruzada es especialmente problemática. Limpie a fondo todo el equipo antes de cambiar de material. Si utiliza habitualmente tanto TPU como nylon, dedique equipos separados a cada material.
¿Por qué elegir EXPERT3D?
EXPERT3D es especialista en tecnología 3D desde 2012, prestando servicio a equipos de ingeniería y departamentos de producción en toda España con conocimiento técnico profundo y soporte directo. Disponemos de stock de polvos SLS de Formlabs, incluido TPU 90A, con envío rápido a toda España y Europa. Nuestro equipo asesora sobre selección de materiales, compatibilidad con impresoras, flujos de tamizado y mejores prácticas de posprocesado para piezas elastoméricas. Compre directamente en nuestra tienda online con precios transparentes en EUR (€) y cobertura completa de garantía oficial.
")
")



 + FDK: Kit de 1 año de servicios")




")
")


















")
")
 – 10 kg")
 – 10 kg")
")
")
 – 6 kg")
 – 6 kg")
")
")
 – 5 kg")
 – 5 kg")