")
")
")



- Наявність: У наявності
- Код товару: 00-00000298
- Вага брутто: 6.50kg
- SKU: PD-FS-P12B-01
Formlabs Nylon 12 GF Powder — це порошок для SLS-друку з наповнювачем зі скловолокна, розроблений для внутрішнього виробництва деталей, що вимагають високої жорсткості, точності розмірів і термостабільності. Модуль пружності при розтягуванні — 2800 МПа, температура теплової деформації при 1,8 МПа становить 113 °C. Цей матеріал на основі PA12 заповнює розрив у характеристиках між стандартним нейлоном та інженерними композитами — сумісний виключно з лінійкою SLS-принтерів Fuse. Постачається у форматі 6 кг з рекомендованим коефіцієнтом оновлення 50% для максимального повторного використання порошку.
| Модуль пружності при розтягуванні | 2800 МПа |
|---|---|
| Температура теплової деформації @ 1,8 МПа | 113 °C |
| Модуль пружності при згині | 2400 МПа |
| Рекомендований коефіцієнт оновлення | 50% |
Чому Нейлон із Наповнювачем Зі Скловолокна Змінює Результат
Стандартний Nylon 12 чудово справляється з ударним навантаженням та видовженням. З додаванням скловолокна профіль характеристик матеріалу змінюється кардинально: жорсткість різко зростає, термостійкість підвищується, а розмірна стабільність під тривалим навантаженням значно покращується. Nylon 12 GF Powder досягає модуля пружності при розтягуванні 2800 МПа — на 51% вище, ніж у Nylon 12 (1850 МПа) — тоді як температура розм'якшення Віка 175 °C забезпечує геометричну стабільність деталей у термічно навантажених корпусах і автомобільних компонентах.
Компроміс є усвідомленим. Відносне видовження при розриві знижується до 4% (X/Y) порівняно з 11% у Nylon 12, тобто тонкі та крихкі геометрії потребують продуманого конструктивного рішення. Перевага — матеріал, здатний замінити механічно оброблені оснащення, виготовляти корпуси роз'ємів електромобілів і слугувати функціональним замінником композитів у процесах валідації.

Застосування з Високими Вимогами до Характеристик
Поєднання високого модуля пружності та термостабільності робить Nylon 12 GF особливо підхожим для середовищ, де стандартний нейлон повзе або деформується під навантаженням:
- Жорсткі статичні кондуктори та оснащення під тривалим навантаженням
- Термічно навантажені корпуси та оболонки (моторні відсіки, компоненти електромобілів)
- Функціональні прототипи для валідації виробів із композитних матеріалів
- Дрібносерійні кінцеві промислові деталі
- Запасні частини з вимогами до високої відтворюваності розмірів

Біосумісність і Хімічна Стійкість
Деталі, надруковані з Nylon 12 GF Powder, оцінено відповідно до стандарту ISO 10993-1:2018 — вони пройшли вимоги щодо цитотоксичності, подразнення та сенсибілізації, що є суттєвою перевагою для прототипування медичних виробів і оснащення в регульованих середовищах. Хімічна стійкість також висока: тести занурення в 20 розчинників показують приріст маси не більше 1,3% у всіх випадках, включно з гідравлічними маслами, відбілювачем і дизельним паливом. Для бензину (ізооктану) приріст маси становить 0,0%.

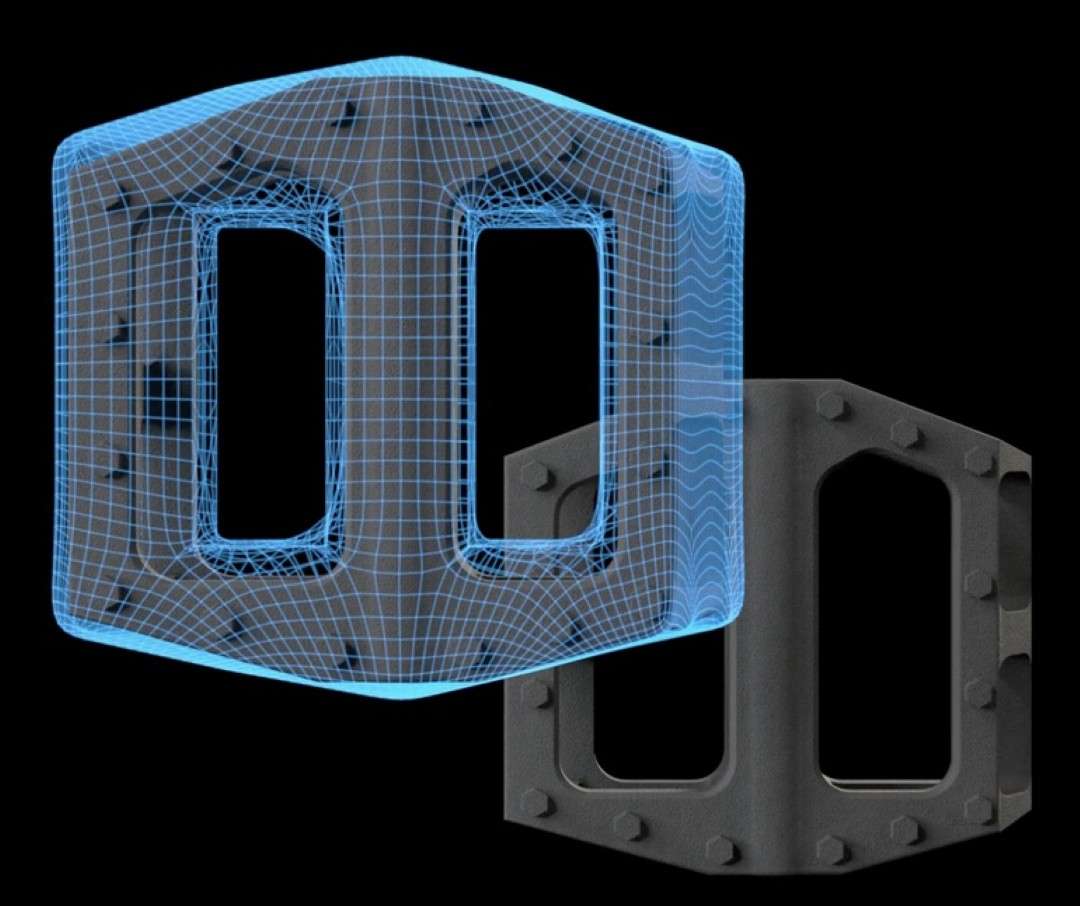
Захисна Оболонка Surface Armor і Постобробка
Принтери серії Fuse огортають кожну деталь Surface Armor — напівспеченою захисною оболонкою, що компенсує теплові нерівномірності під час спікання. Для Nylon 12 GF ця оболонка щільніша, ніж для стандартного Nylon 12 або Nylon 11. Нижче показано, як Surface Armor повністю охоплює геометрію готової деталі до її видалення.
Перший крок — розбити порошковий блок у Fuse Sift, щоб відокремити деталі від навколишнього незпеченого порошку. Блок Nylon 12 GF жорсткіший, ніж у Nylon 12 — докладіть більше зусиль для вивільнення деталей.

Після видалення нещільного порошку у Fuse Sift змітайте залишки з доступних поверхонь перед переходом до пескоструминної обробки.

На відміну від стандартного Nylon 12, для Nylon 12 GF потрібна пескоструминна обробка (наприклад, у Fuse Blast) — ручного щіткування недостатньо для повного видалення щільнішої оболонки. Виконуйте кілька проходів у отворах, поглибленнях і закритих зонах. Через підвищену крихкість матеріалу будьте особливо обережні з тонкими елементами.

Обслуговування Принтера під Час Роботи з Nylon 12 GF
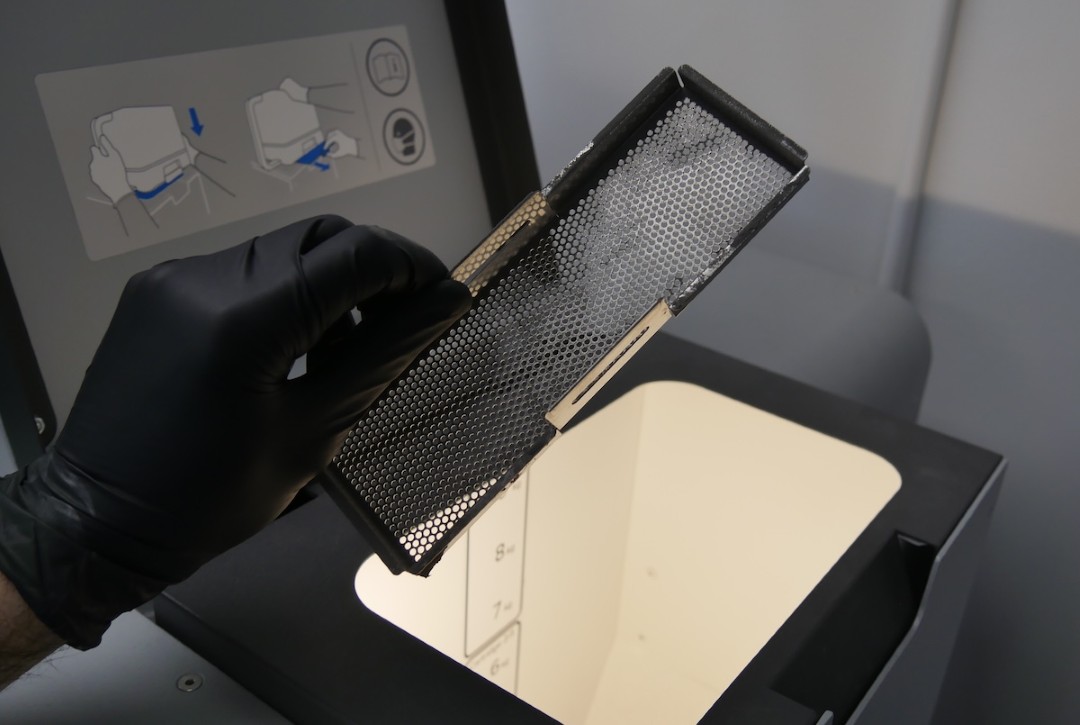
Порошок з наповнювачем зі скловолокна є більш абразивним і схильним до злипання, ніж стандартний нейлон — між кожним завданням друку необхідно виконувати обов'язкові кроки очищення. На Fuse 1 завжди знімайте пастку для сміття з бункера перед кожним друком. Якщо залишити її на місці, матеріал злипається навколо неї і спричиняє збої друку.
Порошок накопичується у верхній частині робочої камери, особливо на доріжках між лотками для порошку та камерою зборки. Цей надлишковий порошок може спектися і потрапити в камеру під час наступних завдань — ретельно пилосмоктуйте цю зону після кожного друку.
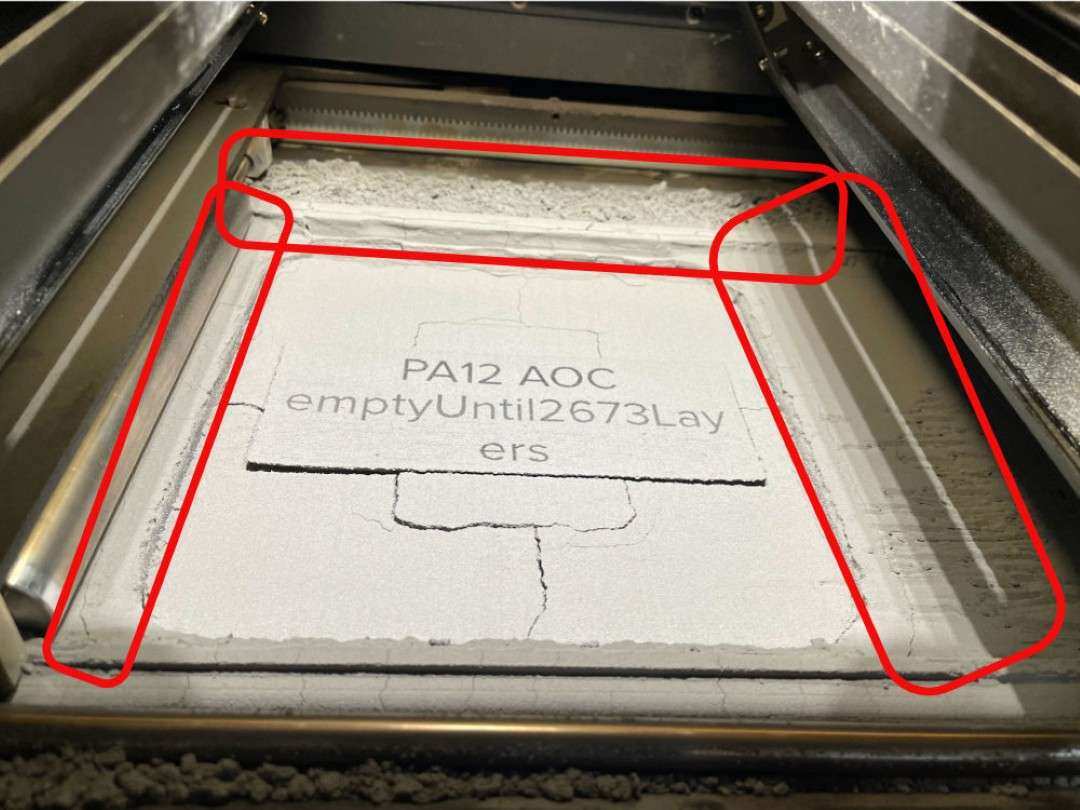
Nylon 12 GF накопичується у лотках для порошку інтенсивніше, ніж стандартний нейлон. На знімку нижче показано типовий патерн нагромадження у каналах лотка після завдання друку.

Ретельно пилосмоктуйте обидва лотки, приділяючи особливу увагу внутрішнім стінкам і кутам. Використовуйте рухи моторів флippера через сенсорний екран, щоб струсити порошок з важкодоступних місць перед пилосмоктанням.
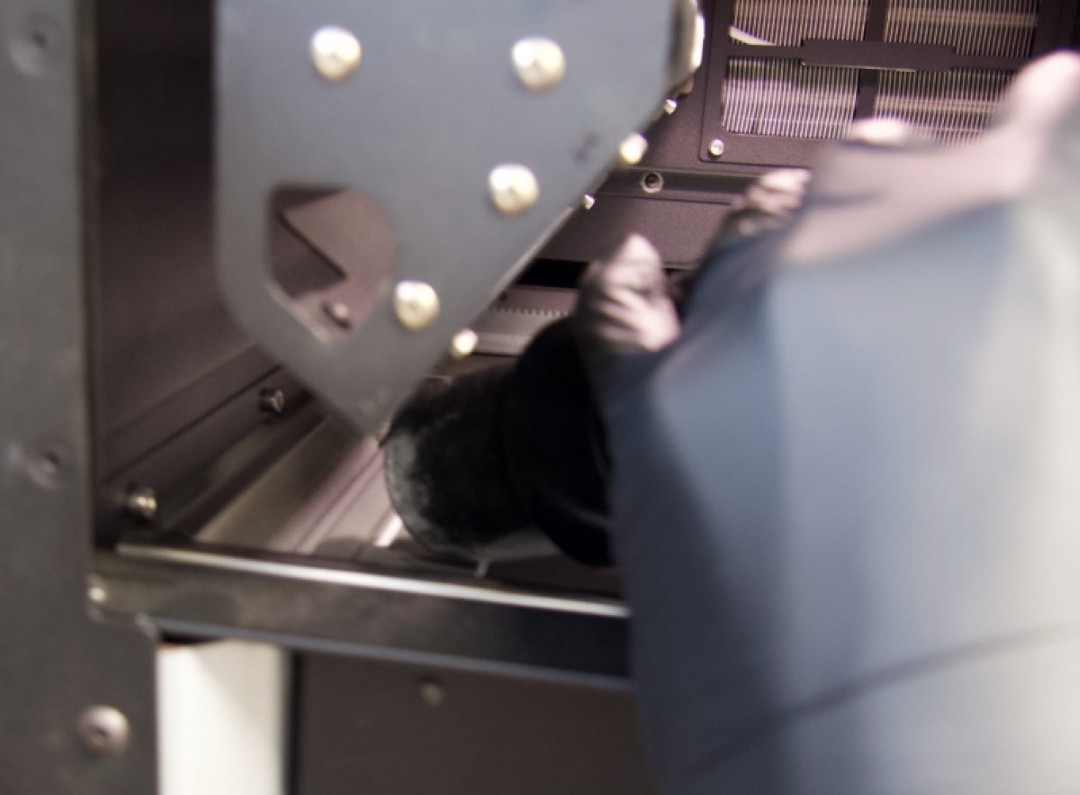
Обидва лотки потребують очищення — повторіть ту саму процедуру для правого лотка, переконавшись, що гнучкий шланг дістає до всіх кутів і зони вздовж траєкторії рекотера.
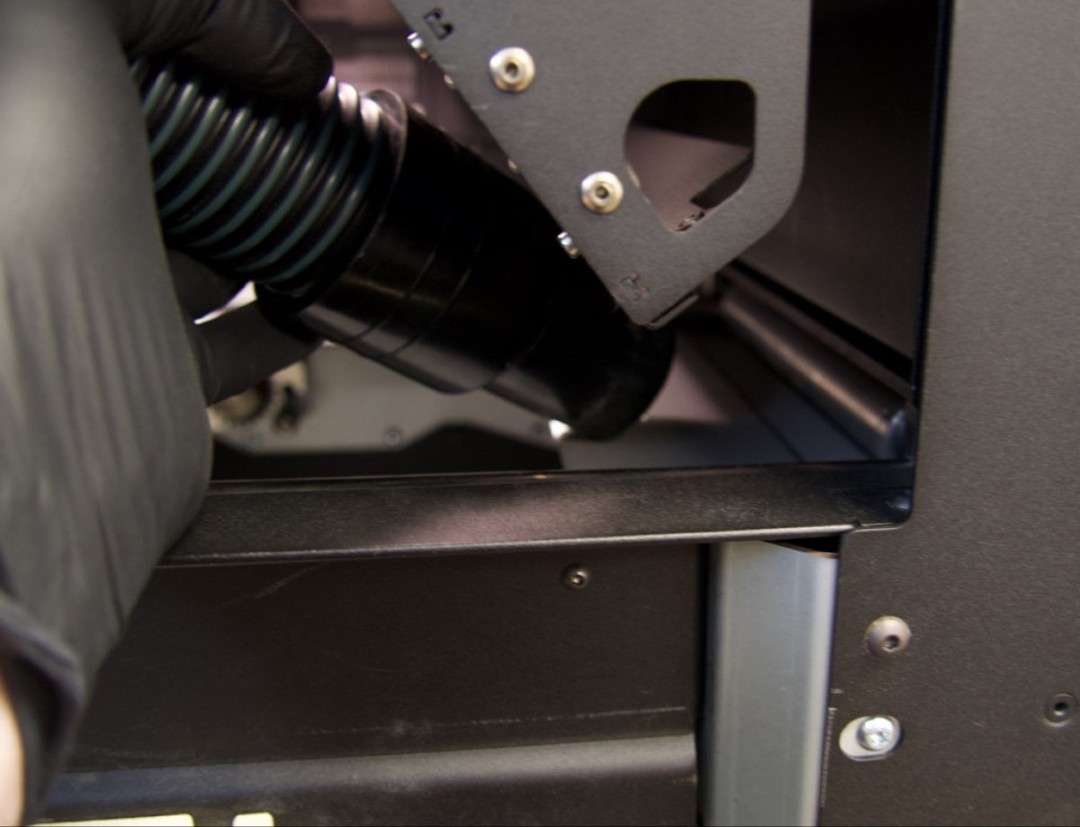
Особливу увагу приділяйте внутрішньому краю кожного лотка — саме тут порошок Nylon 12 GF найчастіше ущільнюється і може спричинити зачіпання рекотера, якщо його не очистити.
Нарешті, перемістіть рекотер у доступне положення й огляньте його на наявність напівспечених відкладень. Якщо вони є — очистіть безворсовою мікрофіброю, змоченою етанолом, перед наступним завданням.

Порада фахівця: Під час переходу з Nylon 12 на Nylon 12 GF (або навпаки) ретельно очистіть Fuse Sift, робочу камеру та всі аксесуари перед першим завданням. Змішування різних порошків призводить до збоїв друку і може назавжди пошкодити обладнання. Якщо ваш робочий процес регулярно передбачає обидва матеріали, Formlabs рекомендує виділити окремий принтер Fuse 1 та окремий Fuse Sift для кожного типу матеріалу.
Технічні Характеристики Formlabs Nylon 12 GF Powder
Механічні Властивості
| Межа міцності при розтягуванні | 38 МПа (5510 psi) — ASTM D638-14 Type 1 |
|---|---|
| Модуль пружності при розтягуванні | 2800 МПа (406 ksi) — ASTM D638-14 Type 1 |
| Відносне видовження при розриві (X/Y) | 4% — ASTM D638-14 Type 1 |
| Відносне видовження при розриві (Z) | 3% — ASTM D638-14 Type 1 |
Властивості При Згині
| Міцність при згині | 56 МПа (8122 psi) — ASTM D790-15 |
|---|---|
| Модуль пружності при згині | 2400 МПа (348 ksi) — ASTM D790-15 |
Ударні Властивості
| Ударна в'язкість за Ізодом (з надрізом) | 36 Дж/м (0,67 ft-lb/in) — ASTM D256-10 |
|---|
Теплові Властивості
| Температура теплової деформації @ 1,8 МПа | 113 °C (235 °F) — ASTM D648-16 |
|---|---|
| Температура теплової деформації @ 0,45 МПа | 170 °C (338 °F) — ASTM D648-16 |
| Температура розм'якшення Віка | 175 °C (347 °F) — ASTM D1525 |
Інші Властивості
| Вміст вологи (порошок) | 0,23% — ISO 15512 Method D |
|---|---|
| Водопоглинання (надрукована деталь) | 0,24% — ASTM D570 |
| Клас займистості | HB (UL 94 Розділ 7, зразок 3,00 мм) |
| Рекомендований коефіцієнт оновлення | 50% |
| Сумісні принтери | Fuse 1, Fuse 1+ 30W (серія Fuse) |
| Середовище друку | Повітря (інертна атмосфера не потрібна) |
| Артикул / Номер деталі | FLP12B01 |
| Маса нетто | 6 кг |
Біосумісність (ISO 10993-1:2018)
| ISO 10993-5:2009 | Не цитотоксичний |
|---|---|
| ISO 10993-10:2010/(R)2014 (Подразнення) | Не є подразником |
| ISO 10993-10:2010/(R)2014 (Сенсибілізація) | Не є сенсибілізатором |
Хімічна Сумісність (Приріст маси % за 24 год)
| Оцтова кислота 5% | 0,2% |
|---|---|
| Ацетон | 0,2% |
| Відбілювач ~5% NaOCl | 0,2% |
| Бутилацетат | 0,2% |
| Дизельне паливо | 0,6% |
| Діетиленгліколь монометиловий ефір | 0,5% |
| Гідравлічне мастило | 1,0% |
| Перекис водню (3%) | 0,2% |
| Ізооктан (бензин) | 0,0% |
| Ізопропіловий спирт | 0,2% |
| Мінеральне мастило (важке) | 1,0% |
| Мінеральне мастило (легке) | 1,3% |
| Солона вода (3,5% NaCl) | 0,2% |
| Skydrol 5 | 0,8% |
| Гідроксид натрію (0,025% pH 10) | 0,2% |
| Сильна кислота (HCl конц.) | 0,8% |
| Трипропіленгліколь монометиловий ефір | 0,8% |
| Вода | 0,1% |
| Ксилол | 0,2% |
Як Виконати Постобробку Деталей, Надрукованих з Nylon 12 GF
Покрокова інструкція з вилучення та обробки деталей, надрукованих з Nylon 12 GF Powder на принтері серії Fuse — від розбиття порошкового блоку до видалення захисної оболонки Surface Armor.
Крок 1: Розбити Порошковий Блок
Перемістіть камеру зборки до Fuse Sift. Зауважте: порошковий блок Nylon 12 GF жорсткіший, ніж стандартного Nylon 12 — докладіть більше зусиль для відокремлення надрукованих деталей від навколишнього порошку.
Крок 2: Видалити Нещільний Порошок
Використовуйте Fuse Sift для видалення всього незпеченого нещільного порошку навколо деталей. Змітайте залишки порошку з доступних поверхонь перед переходом до пескоструминної обробки.
Крок 3: Пескоструминна Обробка для Видалення Surface Armor
Перемістіть деталі до Fuse Blast або іншого схваленого середовища для пескоструминної обробки. Nylon 12 GF потребує пескоструминної обробки (а не лише ручного щіткування) для повного видалення щільнішої оболонки Surface Armor. Виконуйте кілька проходів у отворах, поглибленнях і закритих зонах.
Крок 4: Перевірити Тонкі Геометрії
Через підвищену крихкість Nylon 12 GF порівняно зі стандартним нейлоном, будьте особливо обережні під час пескоструминної обробки та маніпуляцій з тонкими елементами. Оглядайте всі тонкі геометрії після обробки і до будь-якого наступного оздоблення.
Крок 5: Фінальне Оздоблення (За Необхідності)
Продовжуйте з рештою кроків постобробки за потреби: фарбування, гальванізація або інші обробки поверхні. Деталі готові до функціонального використання або подальшої обробки після повного видалення Surface Armor.
Часті Запитання — Formlabs Nylon 12 GF Powder
Які принтери Formlabs сумісні з Nylon 12 GF Powder?
Nylon 12 GF Powder сумісний виключно з SLS-принтерами серії Fuse від Formlabs: Fuse 1 і Fuse 1+ 30W. Перед початком друку оновіть мікропрограму принтера до останньої версії. Користувачам Fuse 1 необхідно знімати пастку для сміття з бункера перед кожним завданням друку.
Який рекомендований коефіцієнт оновлення для Nylon 12 GF Powder?
Стандартний рекомендований коефіцієнт оновлення становить 50%: кожне нове завдання використовує суміш 50/50 свіжого та відновленого порошку. За спеціальними вказівками технічної підтримки Formlabs може застосовуватися коефіцієнт 70% для усунення дефектів деталей. Показник 50% забезпечує максимальне повторне використання порошку при стабільній якості деталей.
Чим Nylon 12 GF відрізняється від стандартного Nylon 12 за жорсткістю?
Nylon 12 GF має модуль пружності при розтягуванні 2800 МПа порівняно з 1850 МПа у Nylon 12 — збільшення жорсткості на 51%. Компроміс — менше видовження при розриві: 4% (X/Y) у Nylon 12 GF проти 11% у Nylon 12. Це робить Nylon 12 GF кращим для жорстких структурних застосувань, але менш придатним для деталей, що потребують гнучкості або поглинання ударів.
Чи потребує Nylon 12 GF Powder спеціального середовища для друку?
Ні. Formlabs рекомендує друкувати Nylon 12 GF на повітрі — азот або інертна атмосфера не потрібні. Це спрощує налаштування порівняно з деякими іншими високоефективними матеріалами SLS і знижує операційні витрати.
Чи є Nylon 12 GF Powder біосумісним?
Так. Деталі, надруковані з Nylon 12 GF Powder, оцінено відповідно до ISO 10993-1:2018 — вони пройшли вимоги щодо цитотоксичності (ISO 10993-5:2009), подразнення та сенсибілізації (ISO 10993-10:2010). Це робить матеріал придатним для прототипування медичних виробів і оснащення в регульованих середовищах.
Чи можна змішувати Nylon 12 GF з іншими порошками SLS Formlabs в одному принтері?
Ні. Змішування типів порошку призводить до збоїв друку і може назавжди пошкодити принтер Fuse та Fuse Sift. Перед зміною матеріалу ретельно очистіть все обладнання відповідно до інструкцій Formlabs. Якщо ви регулярно друкуєте як Nylon 12, так і Nylon 12 GF, Formlabs рекомендує виділити окреме обладнання для кожного матеріалу.

Чому Обрати EXPERT3D?
EXPERT3D спеціалізується в галузі 3D-технологій з 2012 року, обслуговуючи інженерні команди та виробничі підрозділи по всій Іспанії. Ми надаємо фахову технічну консультацію та безпосередню підтримку. В наявності порошки SLS від Formlabs, включно з Nylon 12 GF, з оперативним відправленням до Іспанії та Європи. Наша команда може д
")
")





 та станція FDK: Сервісний пакет на 1 рік")
 + 1 рік сервісного обслуговування")
 + 1 рік сервісного обслуговування")
")
")
")
")


















")
")
 – 10 кг")
 – 10 кг")
")
")
 – 6 кг")
 – 6 кг")
")
")
")
")
 – 5 кг")
 – 5 кг")