")
")
")



- Наявність: У наявності
- Код товару: 00-00000301
- Вага брутто: 6.50kg
- SKU: PD-FS-TP9G-01
Formlabs TPU 90A Powder — це термопластичний поліуретановий еластомер для SLS-друку, розроблений для виробництва гнучких, стійких і безпечних для контакту зі шкірою деталей безпосередньо на принтерах серії Fuse. Відносне видовження при розриві — 310% (X/Y), твердість за Шором — 90A, опір розриву — 66 кН/м. Цей матеріал заповнює розрив між жорсткими нейлоновими порошками та литою гумою — з коефіцієнтом оновлення 20%, що дозволяє повторно використовувати 80% порошку. Постачається в картриджі 6 кг, артикул FLTP9G01.
| Твердість за Шором | 90A |
|---|---|
| Видовження при розриві (X/Y) | 310% |
| Опір розриву (X/Y) | 66 кН/м |
| Рекомендований коефіцієнт оновлення | 20% |
Що Робить SLS-Еластомер Практичним
Гнучкі деталі завжди були слабким місцем порошкового спікання. Стандартні нейлонові порошки забезпечують жорсткість і ударну стійкість, але не здатні виготовити прокладку, що герметизує, ремінь, що згинається, або ортез, що повторює форму шкіри. TPU 90A Powder вирішує це безпосередньо. Його твердість за Шором 90A відповідає зоні щільної гуми — достатньо жорсткий для збереження геометрії під навантаженням, але достатньо еластичний для багаторазового згинання без розтріскування. Видовження при розриві сягає 310% у площині X/Y — більш ніж у 28 разів вище, ніж у Nylon 12 (11%), тоді як опір розриву 66 кН/м (X/Y) запобігає розщепленню матеріалу в зонах концентрації напружень.
Практичний результат: деталі, надруковані з TPU 90A, можна згинати, скручувати і стискати протягом тисяч циклів. Залишкова деформація при стисканні за 23 °C становить лише 20,5% — деталі відновлюють більшу частину початкової форми після тривалого навантаження. Саме ця властивість робить функціональні ущільнення, демпфери та носимі пристрої реальними у виробництві на принтері.

Безпечний для Шкіри та Біосумісний
Деталі, надруковані з TPU 90A Powder, оцінено відповідно до стандарту ISO 10993-1:2018 — вони пройшли вимоги щодо цитотоксичності, подразнення та сенсибілізації. Це відкриває прямий шлях до виготовлення персоналізованих медичних виробів — краніальних шоломів, ортезів для великого пальця, протезних вкладок і шин — які можна проєктувати за даними сканування пацієнта та друкувати на вимогу без ливарного оснащення.

Окрім медицини, сертифікація біосумісності робить TPU 90A практичним вибором для будь-якого носимого пристрою з контактом зі шкірою: спортивний захист, ремінці фітнес-трекерів, захисні рукавиці та персоналізовані ортези, виготовлені в одиничних обсягах.

Застосування з Високими Вимогами
Поєднання високого видовження, опору розриву та відновлення після стискання робить TPU 90A підхожим для середовищ, де жорсткі матеріали не здатні функціонувати:
- Персоналізовані ортези, шини, протезні вкладки та краніальні шоломи
- Прокладки, ущільнення, сильфони та гнучкі трубки
- М'які рукоятки, демпфери, віброізолятори та подушки
- Корпуси носимих пристроїв і ремінці з сертифікацією контакту зі шкірою
- Автомобільні повітрозабірники та гнучкі з'єднувачі
- М'які прес-форми та штампи для формування листового металу
На зображенні нижче представлений ряд функціональних деталей кінцевого використання — від гратчастих підошов і гофрованих шлангів до протезних компонентів і браслетних вузлів — що демонструє геометричну складність, досяжну при SLS-друку еластомерами.

Гофрований автомобільний повітрозабірник, надрукований з TPU 90A, ілюструє здатність матеріалу відтворювати складні гнучкі геометрії з інтегрованими сильфонами та кріпильними елементами — неможливо для жорсткого нейлону.

Просіювання TPU 90A Powder — Специфічні Вимоги
TPU 90A поводиться інакше, ніж нейлонові порошки, у Fuse Sift. Матеріал потребує сітки 150 мкм (стандартна для Fuse Sift) і має просіюватися, поки порошковий блок ще теплий — ідеально при 35–40 °C. За кімнатної температури порошок TPU налипає на деталі і не проходить через сітку. Час просіювання помітно довший, ніж для нейлонових порошків.
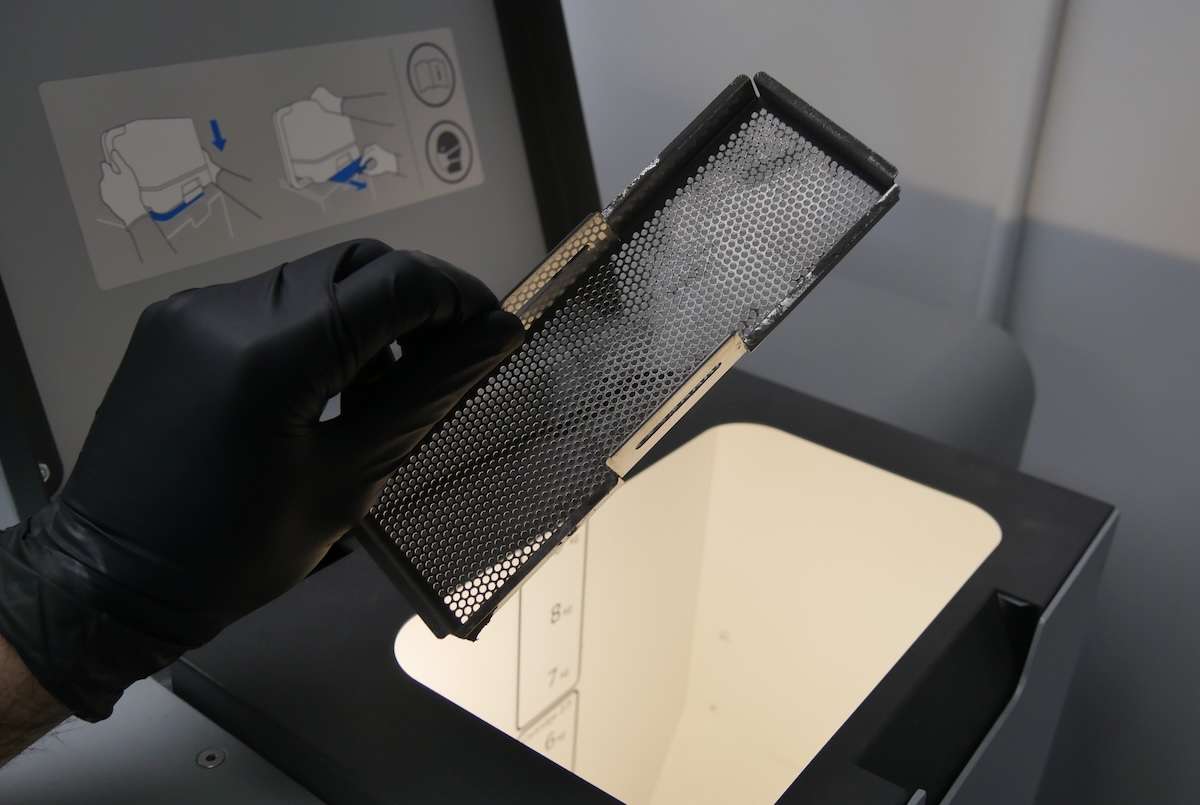
На зображенні нижче показано сітку просіювача Fuse Sift після завдання з TPU 90A — зверніть увагу, як порошок залишається на поверхні сітки і потребує ручного проштовхування в рукавиці.
Formlabs рекомендує надрукувати три кулі для очищення сітки з TPU 90A і покласти їх на сито. Ці кулі рухаються під час просіювання і значно зменшують засмічення сітки.

Підготовка та Обслуговування Принтера для TPU 90A
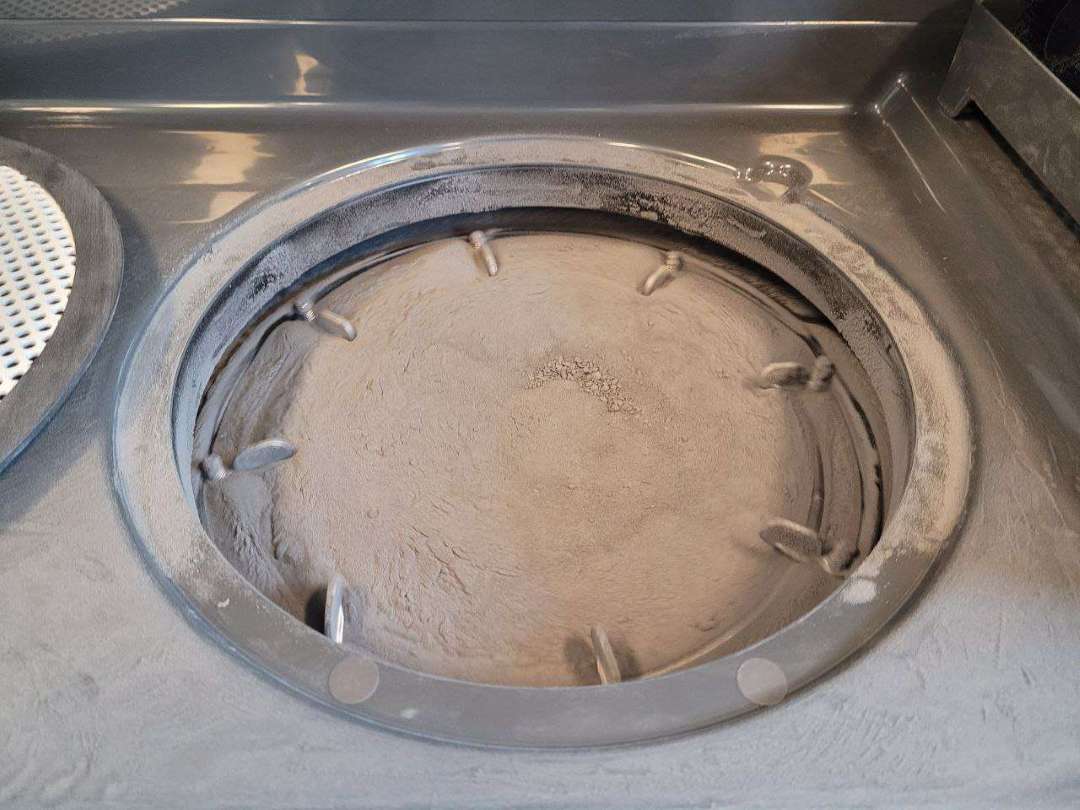
TPU 90A Powder осідає та злипається легше, ніж нейлон — обов'язкові кроки підготовки та очищення потрібні між кожним завданням друку. На Fuse 1 завжди знімайте пастку для сміття з бункера перед друком. Якщо залишити її на місці, матеріал злипається навколо неї і спричиняє збої дозування.
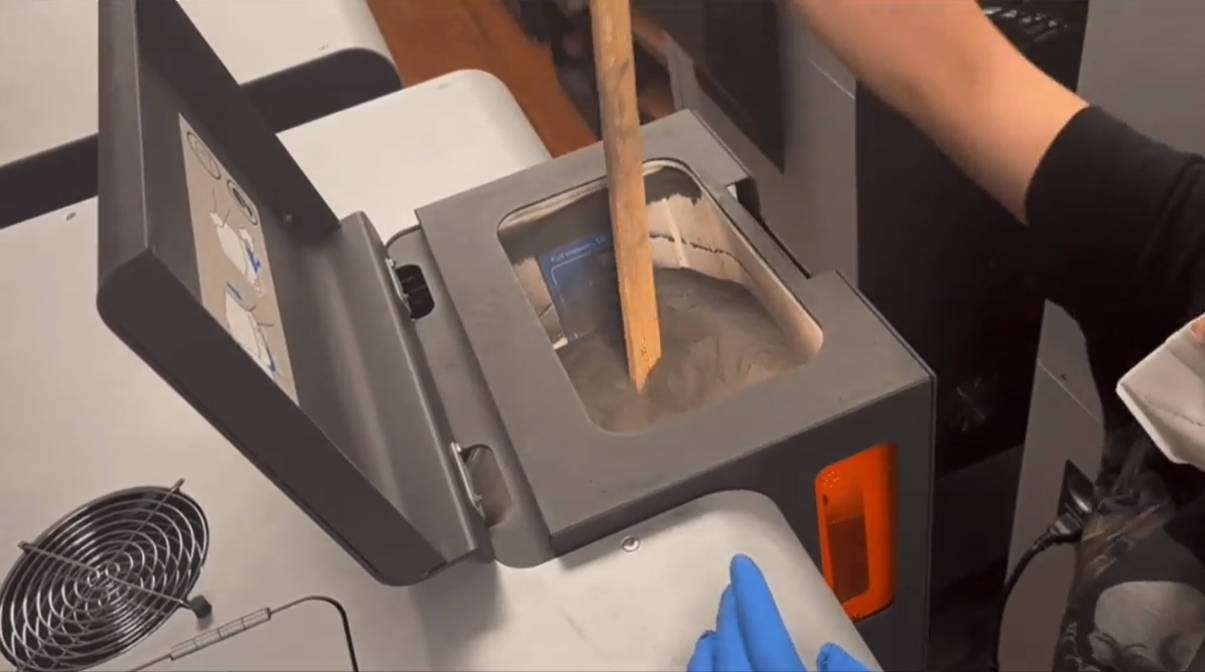
Перед початком друку перемішайте порошок у бункері дерев'яною паличкою. Якщо принтер простоював понад три дні, повністю спорожніть бункер, просійте відновлений порошок і завантажте свіжий матеріал. На зображенні нижче показано етап вирівнювання порошку перед друком з TPU 90A.
Порошок накопичується у верхній частині робочої камери, особливо на доріжках між лотками для порошку та камерою зборки. Цей надлишок може спектися і потрапити в камеру під час наступного завдання — ретельно пилосмоктуйте цю зону після кожного друку.
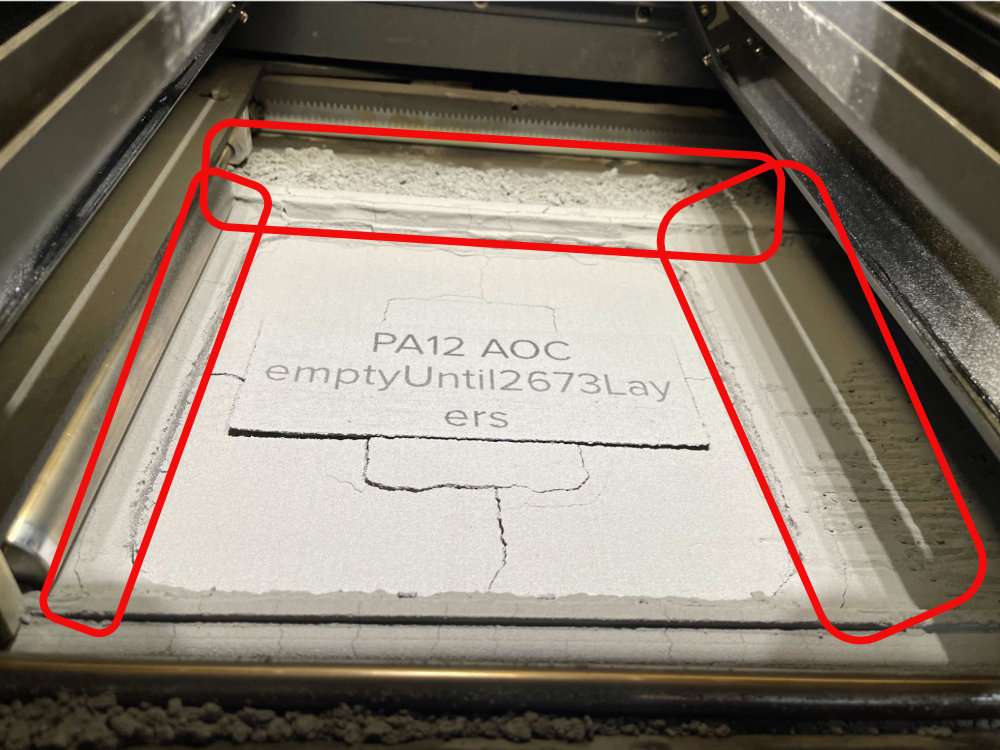
TPU 90A накопичується у лотках принтера інтенсивніше, ніж нейлон. На знімку нижче показано типовий патерн нагромадження в каналах лотка після завдання друку.
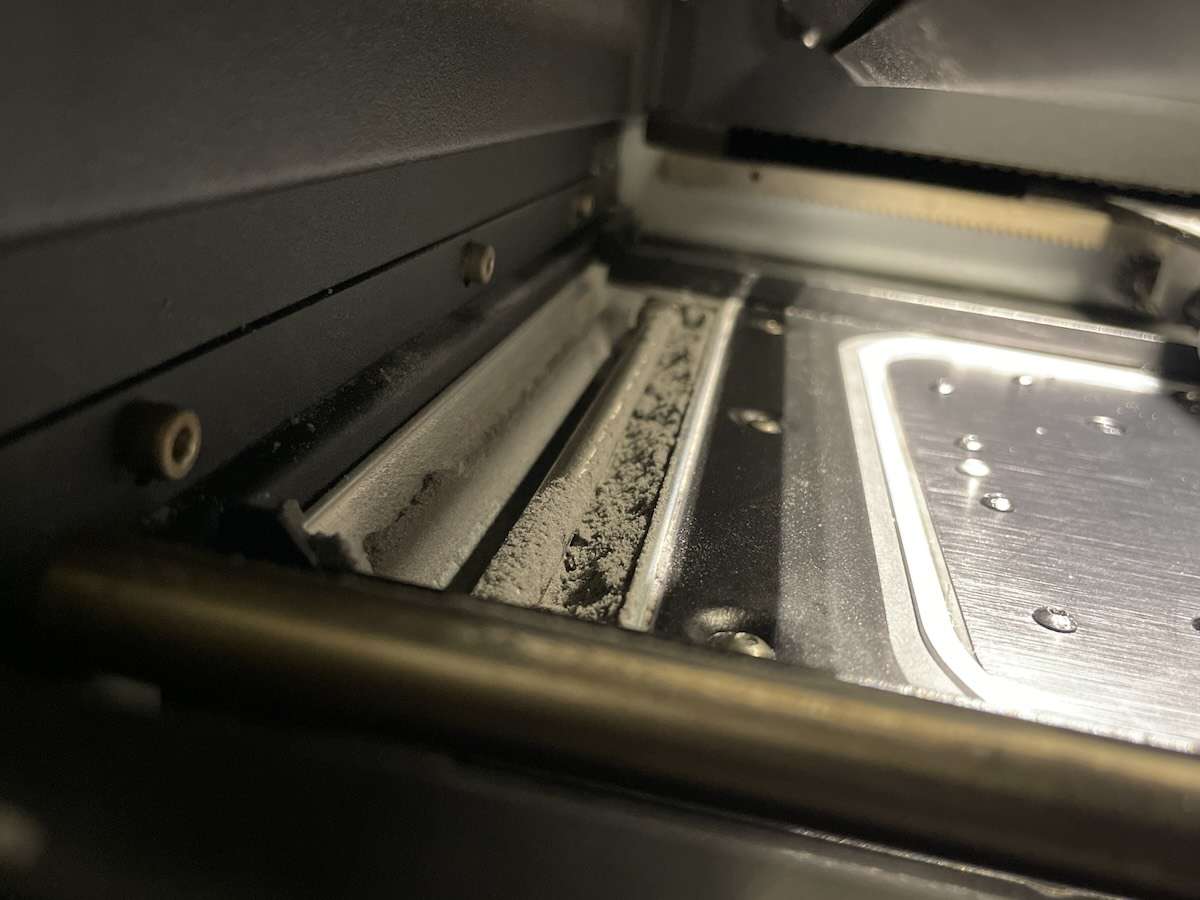
Ретельно пилосмоктуйте лівий лоток, приділяючи особливу увагу внутрішнім стінкам і кутам. Використовуйте рухи моторів фліпера через сенсорний екран, щоб струсити порошок з важкодоступних місць перед пилосмоктанням.
Повторіть ту саму процедуру для правого лотка, переконавшись, що гнучкий шланг дістає до всіх кутів і зони вздовж траєкторії рекотера.
Особливу увагу приділяйте внутрішньому краю кожного лотка — саме тут порошок TPU 90A найчастіше ущільнюється і може спричинити зачіпання рекотера, якщо його не очистити.

Нарешті, перемістіть рекотер у доступне положення й огляньте його на наявність напівспечених відкладень. Якщо вони є — очистіть безворсовою мікрофіброю, змоченою етанолом, перед наступним завданням.

Точність Розмірів і Тонке Налаштування
Розмірні відхилення до 5% є очікуваними для TPU 90A. Для найкращої точності по осі Z з налаштуваннями друку V2.1 розміщуйте деталі ближче до дна камери зборки і подалі від стінок. Якщо спостерігаєте термічні смуги, хвилясті поверхні або темні спечені зони, зменшіть цільову температуру ложа на 1–1,5 °C і повторіть спробу.
На зображенні нижче показано деталь з TPU 90A з незначним короблення — таку деформацію можна зменшити, налаштувавши температуру ложа та оптимізувавши розташування деталей у робочому об'ємі.

Порада фахівця: TPU 90A Powder осідає та ущільнюється в стані спокою. Завжди перемішуйте бункер дерев'яною паличкою перед кожним друком. Якщо принтер простоював понад три дні, повністю спорожніть бункер через Налаштування > Калібрування > Спорожнити Бункер, просійте відновлений порошок і перезавантажте. На Fuse 1 ніколи не перевищуйте об'єм порошку, зазначений у PreForm — надмірна маса прискорює злипання та недозування. Під час переходу на або з TPU 90A очищуйте кожен компонент ретельніше, ніж при заміні між нейлонами: TPU плавиться за нижчої температури, і перехресне забруднення спричиняє негайні збої друку.
Технічні Характеристики Formlabs TPU 90A Powder
Механічні Властивості
| Межа міцності при розтягуванні (X/Y) | 8,7 МПа (1260 psi) — ASTM D412-16, Method A |
|---|---|
| Межа міцності при розтягуванні (Z) | 7,2 МПа (1050 psi) — ASTM D412-16, Method A |
| Видовження при розриві (X/Y) | 310% — ASTM D412-16, Method A |
| Видовження при розриві (Z) | 110% — ASTM D412-16, Method A |
| Напруження @ 50% видовження (X/Y) | 6,1 МПа (889 psi) — ASTM D412-16, Method A |
| Напруження @ 50% видовження (Z) | 5,9 МПа (860 psi) — ASTM D412-16, Method A |
| Напруження @ 100% видовження (X/Y) | 7,2 МПа (1050 psi) — ASTM D412-16, Method A |
| Напруження @ 100% видовження (Z) | 7,0 МПа (1020 psi) — ASTM D412-16, Method A |
| Опір розриву (X/Y) | 66 кН/м (378 lb/in) — ASTM D624-00 (2020) |
| Опір розриву (Z) | 39 кН/м (247 lb/in) — ASTM D624-00 (2020) |
| Залишкова деформація при стисканні (23 °C) | 20,5% — ASTM D395-18, Method B |
| Залишкова деформація при стисканні (70 °C) | 59,9% — ASTM D395-18, Method B |
| Твердість за Шором | 90A — ASTM D2240-15 (2021) |
| Абразивне зношування за Табером | 122 мм³ — ISO 4649 (40 об/хв, 10 Н) |
Теплові Властивості
| Температура розм'якшення Віка | 94,3 °C (201,7 °F) — ASTM D1525 |
|---|
Інші Властивості
| Вміст вологи (порошок) | 0,19% — ISO 15512 Method D |
|---|---|
| Водопоглинання (надрукована деталь) | 0,89% — ASTM D570 |
| Насипна густина (спечений) | 1,14 г/см³ (71,2 lb/ft³) |
| Рекомендований коефіцієнт оновлення | 20% |
| Сумісні принтери | Fuse 1, Fuse 1+ 30W (серія Fuse) |
| Середовище друку | Повітря (інертна атмосфера не потрібна) |
| Необхідна сітка просіювача | 150 мкм (стандартна сітка Fuse Sift) |
| Артикул / Номер деталі | FLTP9G01 |
| Маса нетто | 6 кг |
Біосумісність (ISO 10993-1:2018)
| ISO 10993-5:2009 | Не цитотоксичний |
|---|---|
| ISO 10993-23:2021 | Не є подразником |
| ISO 10993-10:2021 | Не є сенсибілізатором |
Хімічна Сумісність (Приріст маси % за 24 год)
| Оцтова кислота 5% | 1,3% |
|---|---|
| Ацетон | 28,6% |
| Ізопропіловий спирт | 4,8% |
| Відбілювач ~5% NaOCl | 0,8% |
| Бутилацетат | 16,5% |
| Дизельне паливо | 2,0% |
| Діетиленгліколь монометиловий ефір | 14,4% |
| Гідравлічне мастило | 2,8% |
| Skydrol 5 | 6,5% |
| Перекис водню (3%) | 1,0% |
| Ізооктан (бензин) | 0,7% |
| Мінеральне мастило (легке) | 2,3% |
| Мінеральне мастило (важке) | 2,1% |
| Солона вода (3,5% NaCl) | 0,9% |
| Гідроксид натрію (0,025% pH 10) | 0,9% |
| Вода | 0,9% |
| Ксилол | 20,8% |
| Сильна кислота (HCl конц.) | −5,2% |
| Трипропіленгліколь монометиловий ефір | 9,9% |
Як Підготувати та Друкувати з TPU 90A Powder
Покрокова інструкція з налаштування принтера серії Fuse для TPU 90A Powder — від підготовки бункера до просіювання та очищення.
Крок 1: Підготувати Бункер
На Fuse 1 зніміть пастку для сміття з бункера. Заповніть бункер трохи більшою кількістю порошку, ніж зазначено у PreForm — не перевантажуйте, бо зайва маса прискорює злипання. На Fuse 1+ 30W заповнюйте бункер доверху для повнооб'ємних завдань.
Крок 2: Перемішати Порошок
Використовуйте дерев'яну паличку для перемішування порошку в бункері перед кожним друком. TPU 90A осідає з часом і потребує перемішування для належного потоку через систему дозування. Якщо принтер простоював понад три дні, повністю спорожніть бункер через Налаштування > Калібрування > Спорожнити Бункер, просійте відновлений порошок і перезавантажте.
Крок 3: Запустити Друк
Відкрийте модель у PreForm, виберіть TPU 90A як матеріал і оберіть налаштування друку V2.1 для покращеної розмірної точності та до 25% скорочення часу друку. Розміщуйте деталі ближче до дна камери зборки та подалі від стінок для найкращої точності по осі Z. Надішліть завдання на принтер.
Крок 4: Просіювати у Теплому Стані
Після друку дайте камері зборки охолонути, поки порошковий блок не досягне 35–40 °C — достатньо теплий для легкого просіювання, але безпечний для маніпуляцій. Перемістіть до Fuse Sift і використовуйте сітку 150 мкм. Проштовхуйте порошок через сітку рукою в рукавиці. Покладіть три кулі для очищення сітки з TPU 90A на сито для зменшення засмічення.
Крок 5: Очистити Принтер
Пилосмоктуйте верхню частину робочої камери, обидва лотки для порошку (використовуючи рухи моторів фліпера для відокремлення ущільненого порошку) та лезо рекотера. Очистіть рекотер безворсовою мікрофіброю з етанолом, якщо наявні напівспечені відкладення. Це очищення є обов'язковим між кожним завданням друку з TPU 90A.
Часті Запитання — Formlabs TPU 90A Powder
Які принтери Formlabs сумісні з TPU 90A Powder?
TPU 90A Powder сумісний з SLS-принтерами Fuse 1 та Fuse 1+ 30W. Перед друком оновіть мікропрограму принтера та Fuse Sift до останньої версії. Fuse Sift має бути моделі 1.1 або пізнішої — перевірте сіру наклейку версії в ящику картриджа або на задній панелі.
Який рекомендований коефіцієнт оновлення для TPU 90A Powder?
Рекомендований коефіцієнт оновлення становить 20%: кожне завдання використовує суміш 20% свіжого та 80% відновленого порошку. Це найнижчий показник
")
")



 та станція FDK: Сервісний пакет на 1 рік")
 + 1 рік сервісного обслуговування")
 + 1 рік сервісного обслуговування")
")
")
")
")


















")
")
 – 10 кг")
 – 10 кг")
")
")
 – 6 кг")
 – 6 кг")
")
")
")
")
 – 5 кг")
 – 5 кг")