





- Stock: In Stock
- Product code: 00-00000299
- Weight Brutto: 6.50kg
- SKU: PD-FS-P11B-01
Formlabs Nylon 11 Black Powder is a bio-based SLS powder engineered for end-use parts that must absorb impact, flex repeatedly, and withstand wear over time. With a tensile modulus of 1600 MPa, elongation at break of 40% (X/Y), and a notched Izod impact strength of 71 J/m, this PA11 material delivers the highest ductility in the Formlabs SLS powder lineup — compatible exclusively with Fuse Series printers. Available in a 6 kg cartridge with a recommended 30% refresh rate when printing with inert atmosphere on the Fuse 1+ 30W.
| Tensile Modulus | 1600 MPa |
|---|---|
| Elongation at Break (X/Y) | 40% |
| Notched Izod Impact Strength | 71 J/m |
| Recommended Refresh Rate | 30% (inert atmosphere, Fuse 1+ 30W) |
Why Ductility Changes What's Possible in SLS
Most SLS powders are optimized for stiffness. Nylon 11 Powder takes the opposite approach. Its bio-based PA11 backbone — derived from castor oil — produces a polymer chain that is inherently longer and more flexible than PA12. The result is a tensile elongation of 40% versus Nylon 12's 11%: parts that stretch and spring back rather than snap. Impact strength reaches 71 J/m (notched Izod, ASTM D256-10), compared to 32 J/m for Formlabs Nylon 12. That gap is decisive for snaps, clips, hinges, and any part subject to repeated loading cycles.
Stiffness sits at 1600 MPa tensile modulus and 1400 MPa flexural modulus — lower than Nylon 12 (1850 MPa / 1600 MPa), but entirely appropriate for applications where flexibility, not rigidity, is the functional requirement. Ultimate tensile strength remains competitive at 49 MPa.

Applications That Demand Flexibility and Impact Resistance
Nylon 11 Powder is the right material when parts need to take a hit and keep functioning. The combination of high elongation, elevated impact strength, and thin-wall printability opens a range of functional part categories:
- Impact-resistant functional prototypes, jigs, and fixtures
- Snaps, clips, and living hinges
- Thin-walled ducts, enclosures, and housings
- Sports equipment components (goggles, protective gear, brackets)
- Orthotics and prosthetics (validate suitability for intended use)
- Low-volume end-use consumer and industrial parts

Thin Walls and Complex Geometry Without Warping
The Fuse Series SLS workflow eliminates the support structures required by FDM and SLA processes. Nylon 11 Powder takes full advantage of this: ducts with thin walls, lattice structures, snap features, and interlocking assemblies can all be produced in a single build without fixturing. Powder bed support of the part during sintering means no post-removal scars on functional surfaces.

Biocompatibility and Chemical Resistance
Nylon 11 Powder has been evaluated per ISO 10993-1:2018 and passed cytotoxicity, irritation, and sensitization requirements — relevant for medical device prototyping, orthotics manufacturing, and regulated production environments. Water absorption of the printed part is just 0.07% (ASTM D570), among the lowest figures in the Formlabs SLS range. Moisture content of the powder itself is 0.37% (ISO 15512 Method D).
Chemical resistance across 20 solvents shows weight gain well below 1% for most substances. Strong acid (HCl conc.) registers 1.0% weight gain — the highest value — while water, bleach, isopropyl alcohol, and isooctane all remain at or below 0.1%.
Printing Recommendations: Inert Atmosphere for Best Results
Formlabs strongly recommends printing Nylon 11 on the Fuse 1+ 30W with inert atmospheric control. Oxygen-reduced sintering reduces powder degradation, enabling a lower refresh rate of 30% — maximizing material efficiency while preserving consistent mechanical properties. If printing on the Fuse 1 or in an air atmosphere, use a 50% refresh rate to maintain part quality.
Printer Maintenance Notes for Nylon 11
Nylon 11 follows the same inter-print cleaning protocol as other Fuse Series powders. Specific steps are mandatory between every print job to prevent accumulated powder from fusing into subsequent builds.
On the Fuse 1, always remove the debris catcher from the hopper before printing. Left in place, Nylon 11 will clump around it and cause print failures.

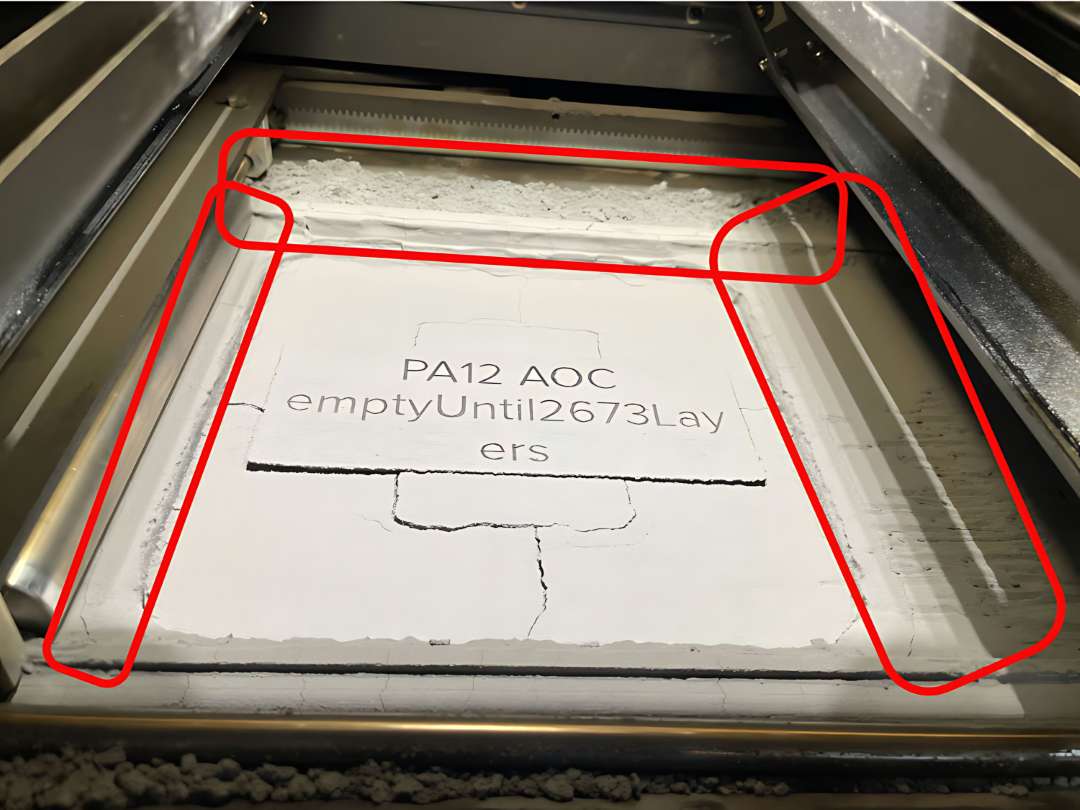
Powder accumulates at the top of the print enclosure — particularly on the runways between the powder troughs and the build chamber top. This excess can fuse and be dragged into the build area during subsequent jobs. Vacuum this zone thoroughly after each print.
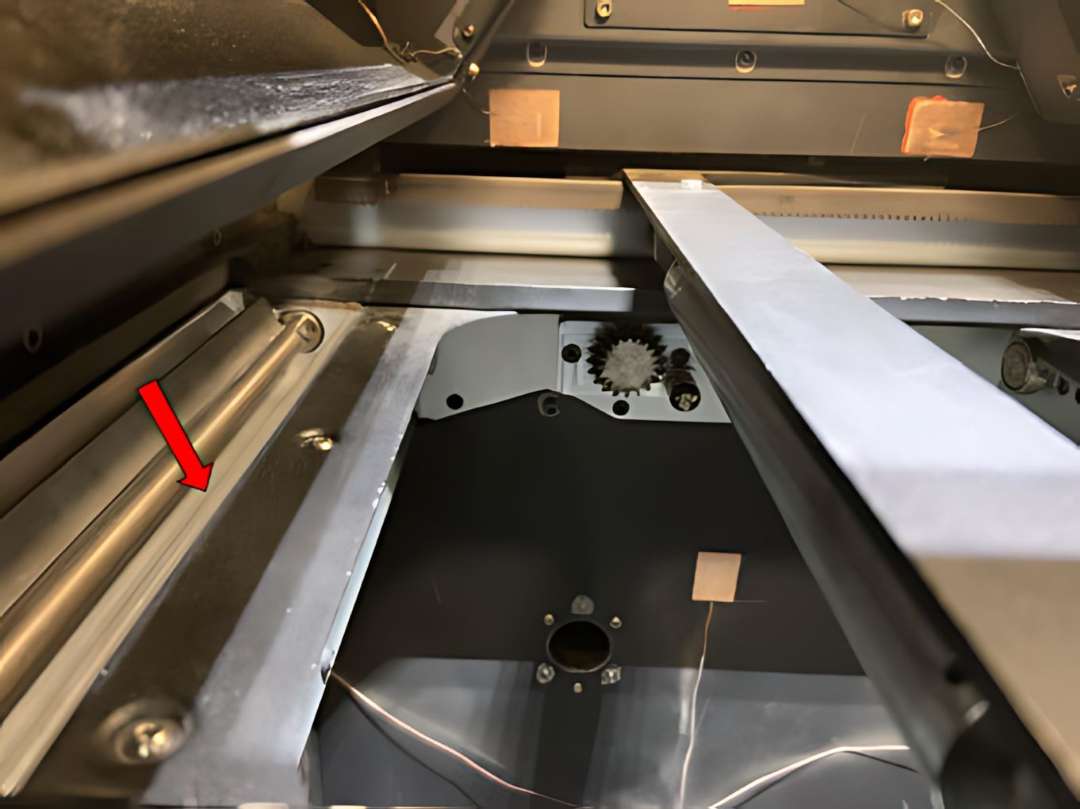
Nylon 11 builds up in both powder troughs. The image below shows a typical post-print accumulation pattern in the trough channel.

Vacuum both troughs completely, paying attention to inner walls and corners. Use the flipper motor moves via the touchscreen to dislodge powder from hard-to-reach areas before vacuuming. Pay particular attention to the inner edge of each trough — this is where compaction is most likely.

Finally, move the recoater to an accessible position and inspect it for semi-sintered deposits. If coated, clean with a lint-free microfiber cloth wetted with ethanol before the next print.

Tech Tip: Printing Nylon 11 on a Fuse 1+ 30W with inert atmospheric control isn't just about refresh rates — it also produces more consistent mechanical properties across different part geometries and build orientations. If you need predictable elongation and impact performance in end-use parts, the inert atmosphere investment pays for itself in reduced reprint rates. For Fuse 1 users printing in air: expect slightly reduced and less consistent mechanical properties, and compensate by using 100% fresh powder for highest-performance jobs.
Technical Specifications of Formlabs Nylon 11 Black Powder
Tensile Properties
| Ultimate Tensile Strength | 49 MPa (7107 psi) — ASTM D638-14 Type 1 |
|---|---|
| Tensile Modulus | 1.6 GPa (232 ksi) — ASTM D638-14 Type 1 |
| Elongation at Break (X/Y) | 40% — ASTM D638-14 Type 1 |
Flexural Properties
| Flexural Strength | 55 MPa (7977 psi) — ASTM D790-15 |
|---|---|
| Flexural Modulus | 1.4 GPa (203 ksi) — ASTM D790-15 |
Impact Properties
| Notched Izod Impact Strength | 71 J/m (1.3 ft-lb/in) — ASTM D256-10 |
|---|
Thermal Properties
| Heat Deflection Temp. @ 1.8 MPa | 46 °C (115 °F) — ASTM D648-16 |
|---|---|
| Heat Deflection Temp. @ 0.45 MPa | 182 °C (360 °F) — ASTM D648-16 |
| Vicat Softening Temperature | 189 °C (372 °F) — ASTM D1525 |
Other Properties
| Moisture Content (powder) | 0.37% — ISO 15512 Method D |
|---|---|
| Water Absorption (printed part) | 0.07% — ASTM D570 |
| Flammability Rating | HB (UL 94 Section 7, 3.00 mm sample) |
| Recommended Refresh Rate (inert) | 30% — Fuse 1+ 30W with inert atmosphere |
| Recommended Refresh Rate (air) | 50% — Fuse 1 or Fuse 1+ 30W in air |
| Compatible Printers | Fuse 1, Fuse 1+ 30W (Fuse Series) |
| SKU / Part Number | FLP11B01 |
| Net Weight | 6 kg |
Biocompatibility (ISO 10993-1:2018)
| ISO 10993-5:2009 | Not cytotoxic |
|---|---|
| ISO 10993-10:2010/(R)2014 (Irritation) | Not an irritant |
| ISO 10993-10:2010/(R)2014 (Sensitization) | Not a sensitizer |
Solvent Compatibility (Weight Gain % over 24 h)
| Acetic Acid 5% | 0.1% |
|---|---|
| Acetone | 0.1% |
| Bleach ~5% NaOCl | 0.1% |
| Butyl Acetate | 0.1% |
| Diesel Fuel | 0.2% |
| Diethyl Glycol Monomethyl Ether | 0.4% |
| Hydraulic Oil | 0.5% |
| Hydrogen Peroxide (3%) | <0.1% |
| Isooctane (gasoline) | <0.1% |
| Isopropyl Alcohol | 0.1% |
| Mineral Oil (Light) | 0.4% |
| Mineral Oil (Heavy) | 0.4% |
| Salt Water (3.5% NaCl) | 0.1% |
| Skydrol 5 | 0.2% |
| Sodium Hydroxide (0.025% pH 10) | 0.1% |
| Strong Acid (HCl conc.) | 1.0% |
| Tripropylene Glycol Monomethyl Ether | 0.3% |
| Water | 0.1% |
| Xylene | 0.1% |
How to Print and Maintain the Fuse 1 with Nylon 11 Powder
A step-by-step guide to setting up, printing, and cleaning the Fuse Series printer when using Formlabs Nylon 11 Black Powder, including inert atmosphere recommendations and mandatory inter-print maintenance.
Step 1: Remove the Debris Catcher (Fuse 1 Only)
Before starting any print job, remove the debris catcher from the hopper. Nylon 11 will clump around the debris catcher if left in place, causing print failures. This step is mandatory for the Fuse 1; it does not apply to the Fuse 1+ 30W in the same way.
Step 2: Set Refresh Rate
Set the refresh rate in PreForm before sending the job. Use 30% when printing on the Fuse 1+ 30W with inert atmospheric control. Use 50% when printing on the Fuse 1 or the Fuse 1+ 30W in an air atmosphere. Using 100% fresh powder maximizes mechanical properties but increases material cost.
Step 3: Vacuum the Print Enclosure Top
After each print, vacuum the runway areas at the top of the print enclosure — the zones between the powder troughs and the build chamber. Powder that accumulates here can fuse and contaminate subsequent builds.
Step 4: Clean Both Powder Troughs
Close the print enclosure door and use the flipper motor moves via the touchscreen to dislodge powder before vacuuming. Vacuum both left and right troughs completely, paying particular attention to the inner walls, corners, and the inner edge of each trough where compaction is most likely.
Step 5: Inspect and Clean the Recoater
Move the recoater to an accessible position via Motor Moves on the touchscreen. Inspect for semi-sintered powder deposits. If present, wipe the recoater clean with a lint-free microfiber cloth wetted with ethanol before starting the next print job.
Frequently Asked Questions — Formlabs Nylon 11 Black Powder
Which Formlabs printers are compatible with Nylon 11 Powder?
Nylon 11 Powder is compatible with all Fuse Series SLS printers: the Fuse 1 and Fuse 1+ 30W. For best mechanical results, Formlabs recommends the Fuse 1+ 30W with inert atmospheric control. Fuse 1 users must remove the debris catcher from the hopper before each print job.
What is the recommended refresh rate for Nylon 11 Powder?
The recommended refresh rate depends on the printing environment. When using the Fuse 1+ 30W with inert atmospheric control, use a 30% refresh rate — the lowest in the Formlabs SLS lineup. When printing in an air atmosphere (Fuse 1 or Fuse 1+ 30W without inert gas), use 50% to maintain part quality and printing reliability.
How does Nylon 11 compare to Nylon 12 for impact and flexibility?
Nylon 11 has significantly higher impact resistance and elongation than Nylon 12: 71 J/m notched Izod versus 32 J/m, and 40% elongation at break (X/Y) versus 11%. Nylon 12 is stiffer (1850 MPa tensile modulus vs. 1600 MPa) and better suited to rigid structural applications. Nylon 11 is the choice when parts must flex, absorb repeated impacts, or survive sustained dynamic loading.
Does Nylon 11 require an inert atmosphere to print?
An inert atmosphere is not required but strongly recommended by Formlabs. Printing in an oxygen-reduced environment on the Fuse 1+ 30W reduces powder degradation, lowers the required refresh rate to 30%, and produces more consistent mechanical properties. Printing in air is possible but yields less predictable results and requires a higher 50% refresh rate.
Is Nylon 11 Powder biocompatible?
Yes. Nylon 11 Powder has been evaluated per ISO 10993-1:2018 and passed cytotoxicity (ISO 10993-5:2009), irritation, and sensitization requirements (ISO 10993-10:2010). This makes it suitable for medical device prototyping, orthotics, and tooling in regulated environments. Manufacturers are responsible for validating suitability for specific intended uses.
Can Nylon 11 be mixed with other Formlabs SLS powders?
No. Mixing powder types causes print failures and can permanently damage the Fuse printer and Fuse Sift. Before switching materials, clean all equipment thoroughly per Formlabs guidelines. If you regularly print in multiple materials, Formlabs recommends dedicating a separate Fuse 1 generation printer and Fuse Sift to each material type.
Why Choose EXPERT3D?
EXPERT3D has been a specialist in 3D technology since 2012, supporting engineering teams and production departments across Spain with deep technical expertise and hands-on service. We stock Formlabs SLS powders including Nylon 11 Black Powder and offer rapid shipping across Spain and Europe. Our team advises on material selection, printer compatibility, and workflow optimization. Order directly from our online store with transparent EUR (€) pricing and full official warranty coverage.









 & FDK Bundle – 1-Year Service Plan Included")






























")
")
")
")
")
")

