







- Stock: In Stock
- Product code: 00-08800057
- Weight Brutto: 10.50kg
- SKU: PD-FS-P12W-10-01
Formlabs Nylon 12 White Powder is a selective laser sintering (SLS) powder engineered for the Fuse 1+ 30W printer, delivering crisp white parts with 47 MPa tensile strength, ISO 10993-evaluated biocompatibility, and the ability to accept custom dyes — making it equally suited for functional prototypes, branded consumer parts, and medical-grade applications.
| Property | Value |
|---|---|
| Ultimate Tensile Strength | 47 MPa |
| Tensile Modulus | 1950 MPa |
| Heat Deflection Temp. @ 1.8 MPa | 87 °C |
| Biocompatibility | ISO 10993-1:2018 evaluated |

White SLS Parts Without Compromise
Standard SLS materials produce grey or off-white surfaces. Nylon 12 White Powder breaks that pattern. Titanium dioxide pigmentation delivers a clean, consistent white finish that rivals the appearance of Multi Jet Fusion (MJF) output — with the open-platform advantages of SLS processing. The coarser surface texture is forgiving: minor scratches and handling marks are far less visible than on polished surfaces, preserving a professional look across the full product lifecycle.
Because the base colour is neutral white, parts accept reactive dyes in virtually any hue. One batch of powder, unlimited colour options — a decisive advantage for branding teams and packaging designers who need consistent Pantone matching without committing to separate tooling.

Biocompatibility for Medical and Safety Applications
White is the clinical default. Nylon 12 White Powder has been evaluated under ISO 10993-1:2018 at NAMSA World Headquarters (OH, USA) and cleared all tested categories:
- No systemic toxicity (ISO 10993-11:2017)
- Not cytotoxic (ISO 10993-5:2009)
- Not an irritant (ISO 10993-23:2021)
- Not a sensitizer (ISO 10993-10:2021)
- Nonpyrogenic (ISO 10993-11:2017)
This makes the material directly applicable to surgical guides, medical models, orthotic components, and skin-contact consumer products — without requiring secondary certification testing for these risk categories.
Mechanical Performance Compared to Standard Nylon 12
The white formulation trades a degree of impact resistance for increased stiffness. Tensile modulus rises to 1950 MPa versus 1850 MPa for standard Nylon 12, while elongation at break in the X/Y plane drops slightly from 11 % to 8 %. For structural housings, fixtures, and jigs subjected to static loads, that stiffer profile is an advantage. Impact-critical designs should be validated against the full property dataset.
Printing Requirements and Best Practices
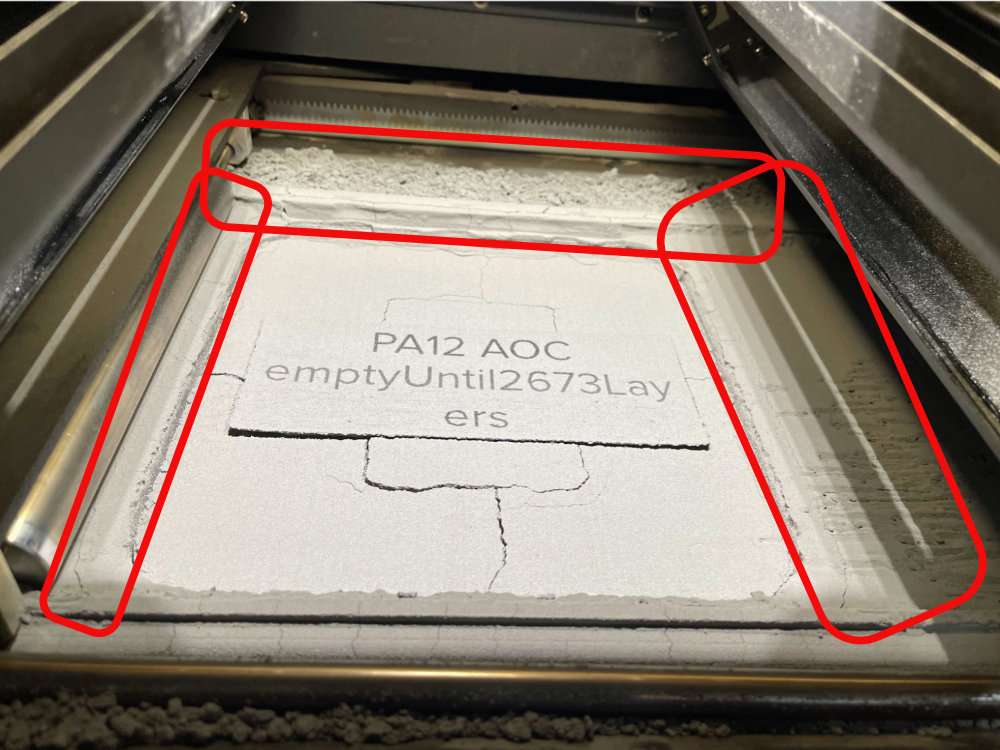
Nylon 12 White Powder demands a bed temperature tuned Fuse 1+ 30W printer. Variable bed temperatures are the primary cause of surface defects with this material; running the tuning diagnostic print through PreForm before the first build is mandatory, not optional. Each printer unit requires its own calibration — even two identical machines in the same room may need different offset values.
A nitrogen atmosphere (inert atmospheric control) is strongly recommended. Parts printed in ambient air may yellow progressively as powder ages, and the yellowing is often uneven as parts cool. If the end goal is dyeing, yellowing before colouring is less critical, and raising the refresh rate to 50 % when printing in air helps slow discolouration.
Parts with uniform cross-sections along the Z-axis may print with surface defects when using fresh powder. Aging the powder once before the first build creates sufficient recycled content to resolve this. The aging procedure only needs to be performed once.
Additional orientation and spacing guidelines for optimal surface quality:
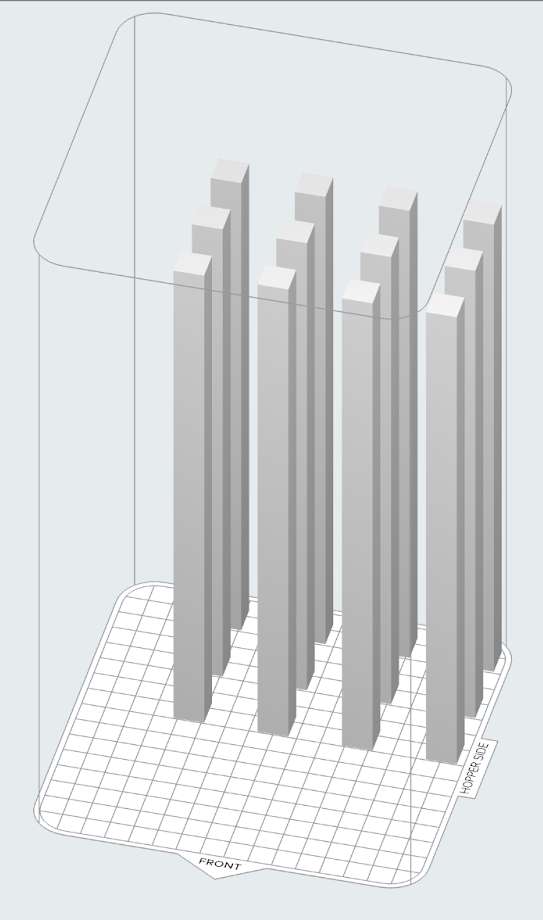
- Centre parts in the build chamber, keeping them away from walls — especially the back wall
- Orient large flat surfaces perpendicular to the print plane
- Avoid facing flat faces towards the front of the build chamber
- Maintain at least 3 mm spacing between parts for easiest depowdering
- Slightly curved surfaces along the Z-axis will show layer lines — account for this in design
Post-Processing and Material Handling
Nylon 12 White Powder is stickier than standard Nylon 12. Parts require brush-assisted cleaning to separate from the powder cake; the Fuse Sift sensors may read false errors due to powder coverage, though sifting continues normally. Use a dedicated depowdering station and media blaster — cross-contamination from other powder types causes visible discolouration that cannot be removed.

Between prints, clean the top of the print enclosure, both powder troughs, and the recoater. Accumulated semi-sintered powder dragged into the build chamber during subsequent prints is the leading cause of batch failures with this material.
The refresh rate for Nylon 12 White is 30 % to maximise efficiency and print reliability. Using a dedicated build chamber for this material is highly recommended; if switching from a lower-temperature material such as Polypropylene, replace the print bed assembly to prevent stuck-bed failures.
Tech Tip: When switching to Nylon 12 White from any previously loaded material, dedicate a separate build chamber and Fuse Sift to avoid cross-contamination. Even trace amounts of grey Nylon 12 visible in the depowdering station will produce a dirty appearance on white parts. A one-time investment in a dedicated sifting unit eliminates the most common quality complaint with this powder entirely.
Technical Specifications of the Formlabs Nylon 12 White Powder
Mechanical Properties
| Property | Metric | Imperial | Test Method |
|---|---|---|---|
| Ultimate Tensile Strength | 47 MPa | 6900 psi | ASTM D638-14 Type 1 |
| Tensile Modulus | 1950 MPa | 285 ksi | ASTM D638-14 Type 1 |
| Elongation at Break (X/Y) | 8 % | 8 % | ASTM D638-14 Type 1 |
| Elongation at Break (Z) | 6 % | 6 % | ASTM D638-14 Type 1 |
| Flexural Strength | 56 MPa | 8100 psi | ASTM D790-17 |
| Flexural Modulus | 1500 MPa | 217 ksi | ASTM D790-17 |
| Notched Izod Impact Strength | 28 J/m | 0.5 ft-lb/in | ASTM D256-10 |
Thermal Properties
| Property | Metric | Imperial | Test Method |
|---|---|---|---|
| Heat Deflection Temperature @ 1.8 MPa | 87 °C | 189 °F | ASTM D648-16 |
| Heat Deflection Temperature @ 0.45 MPa | 177 °C | 350 °F | ASTM D648-16 |
| Vicat Softening Temperature | 177 °C | 350 °F | ASTM D1525 |
Other Properties
| Property | Value | Test Method |
|---|---|---|
| Water Absorption (printed part) | 1.40 % | ASTM D570 |
| Flammability Rating | UL 94 HB (3.00 mm) | UL 94 Section 7 |
| Powder Refresh Rate | 30 % | Formlabs specification |
| Net Weight | 10 kg | — |
| Product Code | FLP12W01 | — |
| Compatible Printer | Formlabs Fuse 1+ 30W | — |
| Recommended Atmosphere | Nitrogen (inert) | Formlabs specification |
Biocompatibility (ISO 10993-1:2018)
| ISO Standard | Test Category | Result |
|---|---|---|
| ISO 10993-11:2017 (Systemic Toxicity) | No systemic toxicity | Pass |
| ISO 10993-5:2009 (Cytotoxicity) | Not cytotoxic | Pass |
| ISO 10993-23:2021 (Irritation) | Not an irritant | Pass |
| ISO 10993-10:2021 (Sensitization) | Not a sensitizer | Pass |
| ISO 10993-11:2017 (Pyrogenicity) | Nonpyrogenic | Pass |
What's in the Box
- Formlabs Nylon 12 White Powder – 10 kg cartridge (product code FLP12W01)
How to Prepare and Print with Nylon 12 White Powder on the Fuse 1+ 30W
Follow these steps to complete the mandatory first-use setup and achieve consistent white SLS parts from the first build.
Step 1 – Confirm Printer Compatibility
Verify that your printer is a Fuse 1+ 30W. Consult the Formlabs compatibility table in "Choosing the right powder" to confirm the unit is cleared for Nylon 12 White. Using this powder on an incompatible printer may cause equipment damage.
Step 2 – Run Bed Temperature Tuning
Download the bed temperature tuning diagnostic print from Formlabs support and upload it via PreForm to the printer. This calibration eliminates surface defects caused by variable printer temperatures. Each individual printer requires its own tuning run — even identical units in the same room may need different offset values.
Step 3 – Age the Powder (If Required)
Parts with uniform cross-sections along the Z-axis may fail with fresh powder. If your design falls into this category, age the powder once after bed tuning, following Formlabs' aging procedure. This creates sufficient recycled powder for the first production print.
Step 4 – Configure Atmosphere and Open PreForm
Enable inert atmospheric control (nitrogen) for the most consistent white colour and mechanical properties across multiple builds. Open the model in PreForm, orient parts towards the centre of the build chamber with at least 3 mm spacing, and send the job to the printer.
Step 5 – Extract and Clean Parts
Use a brush to assist part separation from the powder cake — Nylon 12 White is stickier than standard Nylon 12. Blast in a dedicated media blaster to avoid cross-contamination. Do not over-blast, as this can create dull patches on the white surface.
Step 6 – Clean the Printer Between Builds
Vacuum the top of the print enclosure, both powder troughs, and the recoater assembly between every print. Use a compliant static-dissipative vacuum. Move the flipper motors via the Maintenance → Motor Moves menu on the touchscreen to dislodge trapped powder from trough corners before vacuuming.
Which printer is Nylon 12 White Powder designed for?
Formlabs Nylon 12 White Powder (FLP12W01) is specifically developed for the Fuse 1+ 30W printer with bed temperature tuning enabled. It is not rated for other Fuse generation printers without first confirming compatibility via the Formlabs powder compatibility table.
Why is bed temperature tuning mandatory for Nylon 12 White?
Nylon 12 White is more sensitive to printer temperature variation than standard Nylon 12. Without tuning, variable bed temperatures cause surface defects and inconsistent whiteness across the build volume. The tuning diagnostic corrects for unit-specific thermal offsets, and must be run separately on each printer even if the machines are the same model.
Can Nylon 12 White Powder be printed in ambient air instead of nitrogen?
Yes, but parts may yellow progressively and unevenly as the powder ages. Increasing the refresh rate to 50 % when printing in air slows discolouration. If the final parts will be dyed, yellowing before colouring is less problematic. For applications requiring consistently white surfaces — especially medical or branded parts — nitrogen atmosphere is strongly recommended.
Is Nylon 12 White Powder biocompatible?
Samples have been evaluated under ISO 10993-1:2018 and passed testing for systemic toxicity, cytotoxicity, irritation, sensitization, and pyrogenicity. It is the manufacturer's responsibility to validate printed parts for specific intended uses, taking into account part geometry, design, and manufacturing practices.
Can Nylon 12 White parts be dyed after printing?
Yes. The neutral white base accepts reactive dyes across a wide colour range, making this powder ideal for branded prototypes and colour-matched end-use parts. Formlabs publishes a dedicated whitepaper on dyeing SLS parts for guidance on dye selection and process control.
Why does Nylon 12 White require a dedicated depowdering station?
Nylon 12 White is highly sensitive to cross-contamination from other powder types. Even trace amounts of grey or coloured powder mixed in during depowdering or blasting will produce a visibly dirty appearance on finished white parts. A dedicated Fuse Sift and media blaster eliminates this risk entirely.
Why Choose EXPERT3D?
EXPERT3D has been serving the professional 3D technology sector since 2012, offering hands-on expertise in SLS, FDM, and resin printing systems. Our team provides pre-sale material consultancy, application matching, and post-sale technical support to ensure your Nylon 12 White production workflow runs from first calibration to finished part. Buy with confidence — genuine Formlabs consumables, expert guidance, and full after-sales support included.









 & FDK Bundle – 1-Year Service Plan Included")






























")
")
")
")
")
")

