





- Stock: In Stock
- Product code: 00-00011643
- Weight Brutto: 10.50kg
- SKU: PD-FS-P12T-10-01
Formlabs Nylon 12 Tough Powder is an SLS nylon powder engineered for high-ductility functional prototyping and small-batch production on the Fuse 1+ 30W, delivering an ultimate tensile strength of 42 MPa, elongation at break of 25% in the X/Y plane, and the best-in-class refresh rate of 20% among Formlabs nylon materials — meaning up to 80% of unsintered powder from previous builds can be reused, keeping cost per part low without compromising dimensional accuracy.
| Ultimate Tensile Strength | 42 MPa |
|---|---|
| Elongation at Break (X/Y) | 25% |
| Recommended Refresh Rate | 20% fresh powder per build |
| Notched Izod Impact Strength | 60 J/m |

Why Nylon 12 Tough Powder Outperforms Standard Nylon 12
Over 50% More Ductile — Without Losing Strength
Standard Nylon 12 Powder breaks where Nylon 12 Tough bends. With a 25% elongation at break in the X/Y plane and 15% along the Z-axis, this material absorbs impact and flexes repeatedly before failure. The tensile modulus sits at 1 450 MPa — stiff enough for structural parts, compliant enough for snap-fits, ratchets, and hinges that must survive repeated actuation cycles.
- High-performance, impact-resistant prototypes and end-use parts
- Long parts susceptible to Z-axis warping — significantly reduced warpage vs. standard Nylon 12
- Parts requiring ductility: snaps, ratchets, hinges, compliant mechanisms
- Prototyping, proof-of-concept, and minimum viable product (MVP) runs

Best-in-Class Refresh Rate: 20% Fresh Powder Per Build
The 20% refresh rate is the lowest among Formlabs nylon powders. In practice this means up to 80% of each build's unsintered powder can feed directly into the next cartridge. Lower material waste translates directly to a lower cost per part — a concrete economic advantage for continuous production workflows or high-volume prototyping teams.
Dimensional Accuracy Across the Entire Build Volume
Warpage is the enemy of long, flat SLS parts — especially those printed along the Z-axis. Nylon 12 Tough's formulation achieves significantly reduced warpage across the full build chamber of the Fuse 1+ 30W, producing parts that come out of the powder cake straight and true. A flexural modulus of 1 100 MPa and flexural strength of 42 MPa confirm the material holds its geometry under load.
Biocompatibility and Chemical Resistance
Parts printed in Nylon 12 Tough have been evaluated to ISO 10993 standards at NAMSA World Headquarters (OH, USA). Results confirm no systemic toxicity (ISO 10993-11), not cytotoxic (ISO 10993-5), not an irritant (ISO 10993-23), and not a sensitizer (ISO 10993-10). For chemical resistance, the material shows excellent stability: water absorption of only 0.30% after 24 hours, and weight gains below 1% in common industrial fluids including diesel fuel, hydraulic oil, and mineral oils.
Long-Term Outdoor Durability (ASTM D4329)
Outdoor aging tests conducted by Applied Technical Services (ATS), an independent certified laboratory, used ASTM D4329-21 Cycle A — a Xenon arc weathering protocol simulating the full solar spectrum plus moisture cycles. Results show that mechanical properties remain within acceptable ranges through extended UV exposure, confirming suitability for applications with moderate outdoor exposure.
Tech Tip: When switching from a lower-temperature material like Polypropylene to Nylon 12 Tough, replace the print bed assembly before the first Nylon 12 Tough build. Residual material at lower sintering temperatures can cause the bed to stick — a replacement prevents failures and protects the hardware investment.
Technical Specifications of the Formlabs Nylon 12 Tough Powder
Mechanical Properties
| Ultimate Tensile Strength | 42 MPa (6 200 psi) — ASTM D638-14 Type 1 |
|---|---|
| Tensile Modulus | 1 450 MPa (215 ksi) — ASTM D638-14 Type 1 |
| Elongation at Break (X/Y) | 25% — ASTM D638-14 Type 1 |
| Elongation at Break (Z) | 15% — ASTM D638-14 Type 1 |
| Flexural Strength | 42 MPa (6 200 psi) — ASTM D790-17 |
| Flexural Modulus | 1 100 MPa (165 ksi) — ASTM D790-17 |
| Notched Izod Impact Strength | 60 J/m (1.1 ft-lb/in) — ASTM D256-10 |
Thermal Properties
| Heat Deflection Temperature @ 1.8 MPa | 46 °C (116 °F) — ASTM D648-16 |
|---|---|
| Heat Deflection Temperature @ 0.45 MPa | 161 °C (321 °F) — ASTM D648-16 |
| Vicat Softening Temperature | 170 °C (337 °F) — ASTM D1525 |
Other Physical Properties
| Water Absorption (printed part) | 0.30% — ASTM D570 |
|---|---|
| Flammability Rating | HB @ 3.00 mm — UL 94 Section 7 |
Biocompatibility (ISO 10993)
| Systemic Toxicity | No systemic toxicity — ISO 10993-11:2017 |
|---|---|
| Cytotoxicity | Not cytotoxic — ISO 10993-5:2009 |
| Irritation | Not an irritant — ISO 10993-23:2021 |
| Sensitization | Not a sensitizer — ISO 10993-10:2021 |
| Pyrogenicity | Nonpyrogenic — ISO 10993-11:2017 |
Solvent Compatibility (24-hour weight gain, %)
| Water | 0.1% |
|---|---|
| Isopropyl Alcohol | 0.3% |
| Acetone | 0.2% |
| Diesel Fuel | 0.6% |
| Hydraulic Oil | 0.9% |
| Mineral Oil (heavy) | 1.0% |
| Mineral Oil (light) | 0.8% |
| Acetic Acid 5% | 0.2% |
| Bleach (~5% NaOCl) | 0.1% |
| Salt Water (3.5% NaCl) | 0.2% |
| Skydrol 5 | 0.8% |
| Sodium Hydroxide Solution (0.025%, pH 10) | 0.1% |
| Diethyl Glycol Monomethyl Ether | 0.5% |
| Strong Acid (HCl Conc.) | 5.6% |
| TPM | 0.8% |
| Hydrogen Peroxide (3%) | 0.1% |
| Isooctane | 0.1% |
| Xylene | 0.2% |
| Butyl Acetate | 0.1% |
Print Settings
| Compatible Printer | Formlabs Fuse 1+ 30W |
|---|---|
| Layer Thickness | 0.110 mm |
| Recommended Refresh Rate | 20% fresh powder |
| Print Atmosphere | Air |
| Powder Code | FLP12T01 |
| Powder Weight (this listing) | 10 kg |
How to Age Nylon 12 Tough Powder Before First Use
Nylon 12 Tough Powder requires a one-time aging process before the first print to create the recycled powder needed for reliable results. Skipping this step significantly increases the risk of print failures and surface defects.
Step 1 — Update firmware and PreForm
Ensure the Fuse 1+ 30W firmware is up to date, then update PreForm to its latest version before proceeding.
Step 2 — Fill the hopper
Fill the printer hopper to the 10 L mark. This equates to approximately 6 kg of fresh powder.
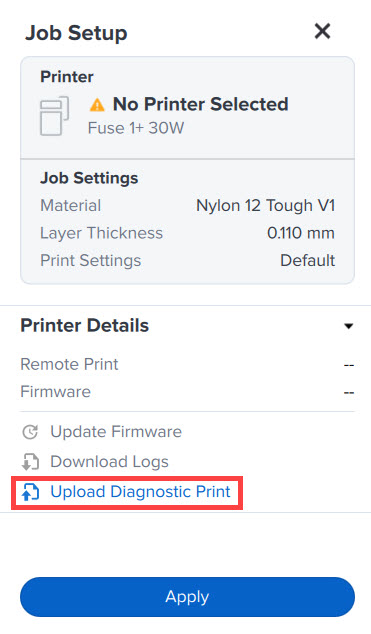
Step 3 — Download and upload the aging FLZ file
Download the official Nylon 12 Tough Aging FLZ diagnostic print file from Formlabs. In PreForm, select your printer, then in the right sidebar click Upload Diagnostic Print, browse to the downloaded FLZ file, and click OK to send it to the printer.
Step 4 — Run the aging print
Start the print from the printer touchscreen. The aging job takes approximately 13 hours to complete on a Fuse 1+ 30W.
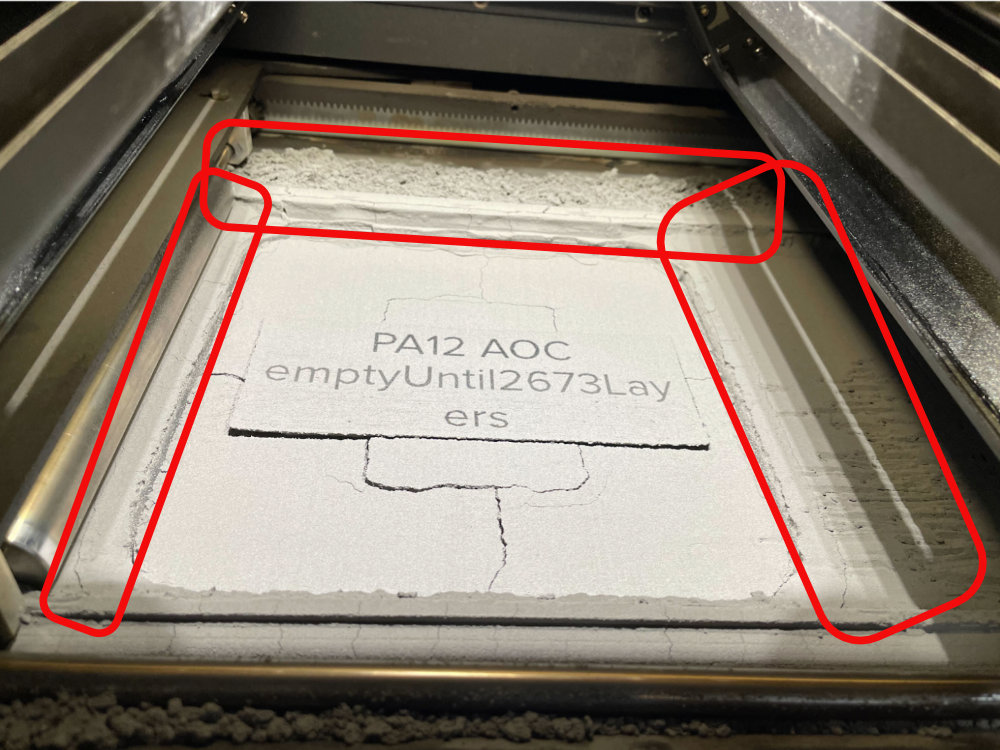
Step 5 — Extract and sieve the powder
Once the powder is safe to handle, extract the powder cake using the Fuse Sift or Fuse Depowdering Kit. Powder may be stiff or clumped — sieve thoroughly before filling a powder cartridge.
Step 6 — Fill cartridge and begin printing
Fill a powder cartridge with a blend of fresh and aged powder following Formlabs' recommended refresh rate guidance. Insert the cartridge and begin your first production print.
How to Clean the Fuse 1+ 30W Between Nylon 12 Tough Prints
Nylon 12 Tough produces more powder residue and an oily byproduct compared to standard Nylon 12. Thorough cleaning between prints prevents failures in subsequent jobs.
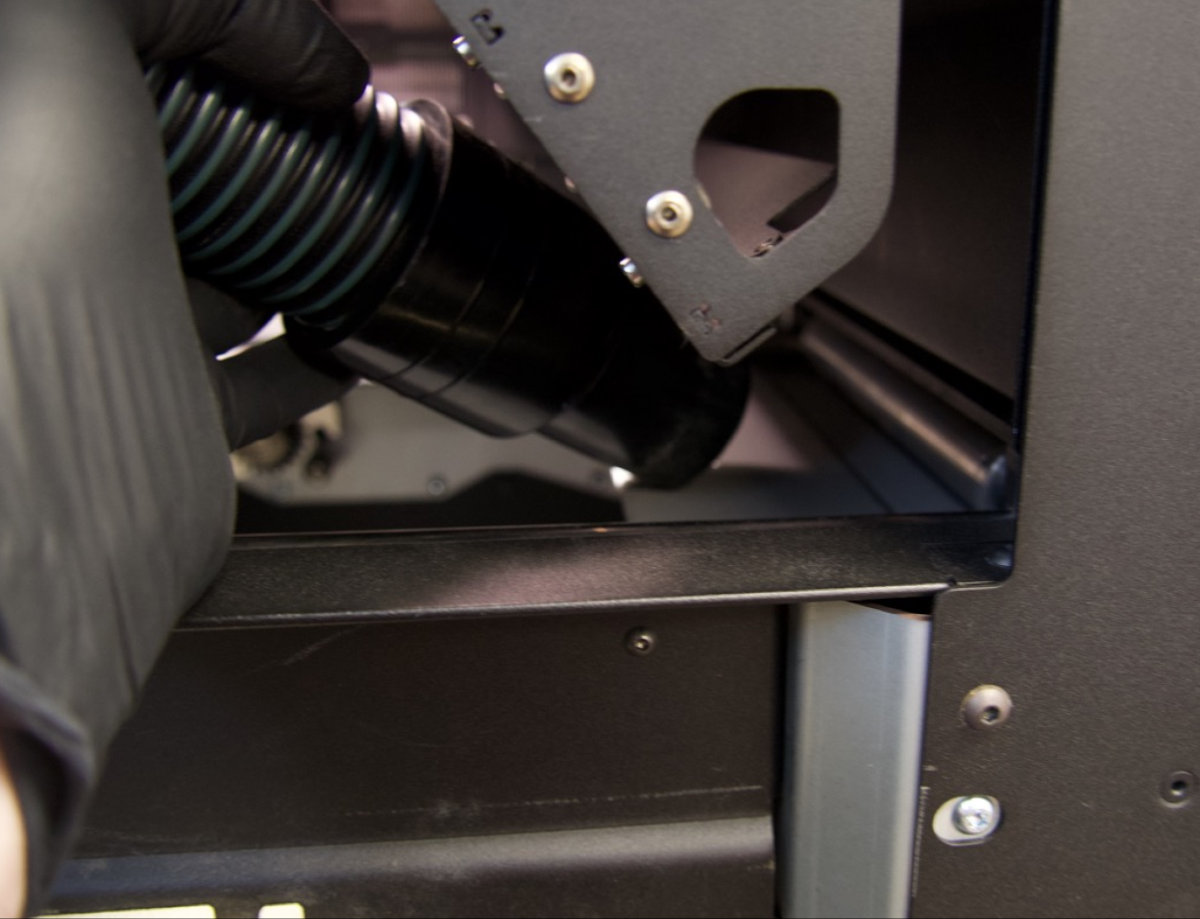
Step 1 — Vacuum the top of the print enclosure
Powder accumulates on the runways at the top of the build chamber. Vacuum this area thoroughly after each print to prevent fused powder from being dragged into subsequent builds.
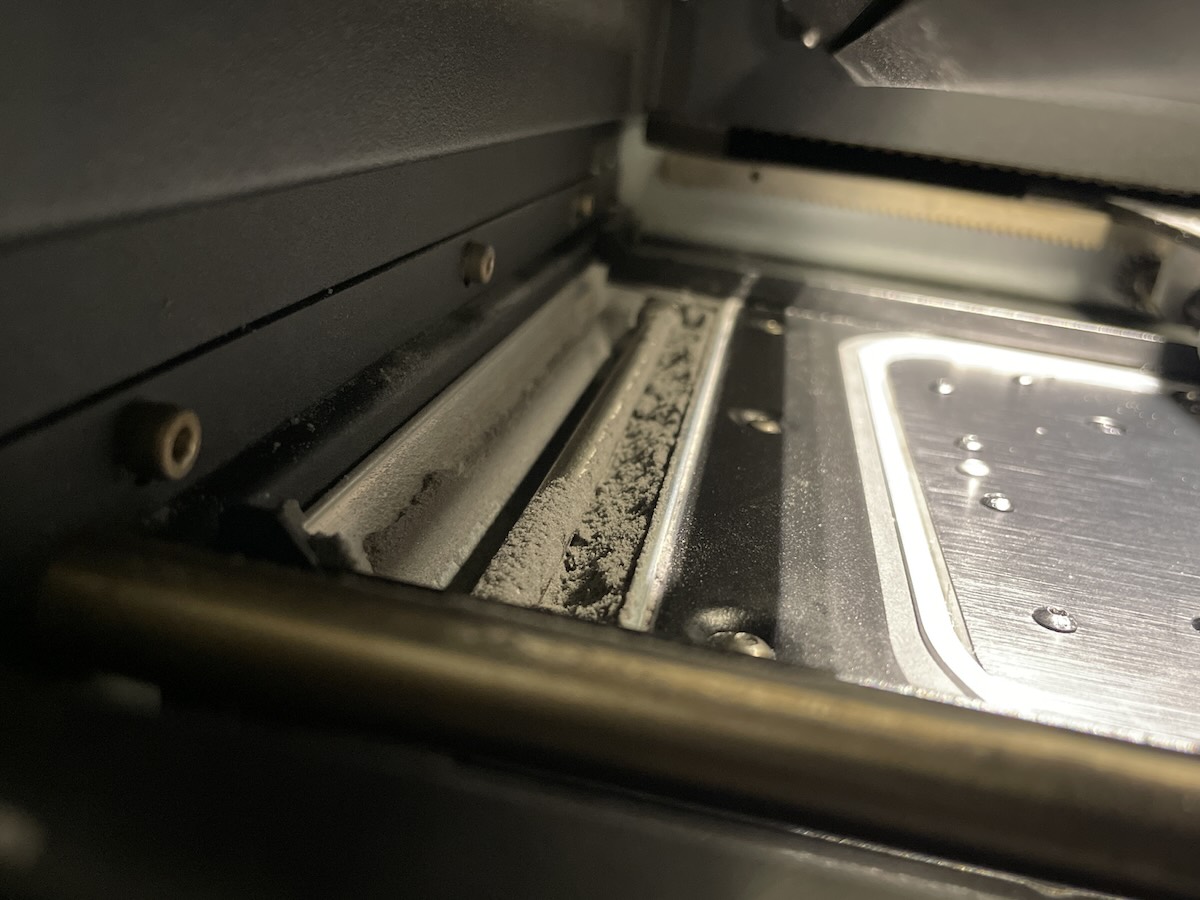
Step 2 — Vacuum both powder troughs
Using a compliant vacuum with static-dissipative components, vacuum all powder from both troughs and the recoater's path. Pay particular attention to the inner walls and corners. Use the flipper motor controls from the touchscreen Maintenance menu to dislodge compacted powder from hard-to-reach trough areas.
Step 3 — Inspect and clean the recoater
Move the recoater via the Motor Moves screen and inspect for semi-sintered powder coating. If contaminated, wipe with a PEC*PAD or lint-free microfiber cloth wetted with ethanol.

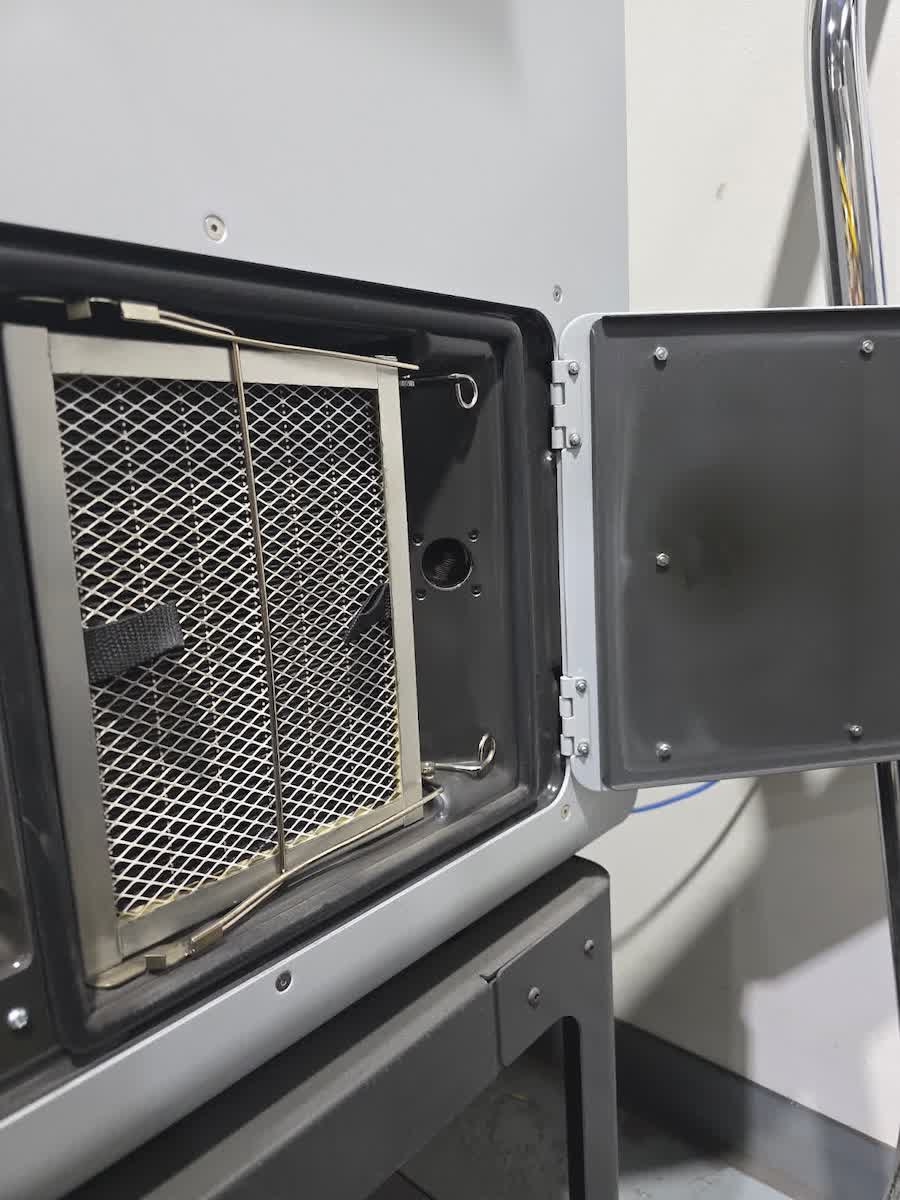
Step 4 — Clean the exhaust filter and cabinet door
Nylon 12 Tough produces an oily byproduct — including laurolactam — that settles in the exhaust filter cabinet. Wipe the filter face and the inside of the cabinet door with a paper towel or cloth dampened with ethanol. This residue is normal and does not affect print performance.

Step 5 — Clean the Fuse Sift sieve mesh
Nylon 12 Tough clogs the Fuse Sift sieve faster than standard nylons. Lightly brush the sieve mesh with the included brushes every three prints. For significant slowdowns, follow the full Fuse Sift cleaning workflow.
Frequently Asked Questions — Formlabs Nylon 12 Tough Powder
Does Nylon 12 Tough Powder require aging before the first print?
Yes. The aging process is mandatory before the very first build. It creates the recycled powder fraction that Nylon 12 Tough requires for consistent sintering. Skipping aging significantly raises the risk of print failures and surface defects. The process takes approximately 13 hours on a Fuse 1+ 30W and only needs to be performed once per powder type introduction.
What refresh rate should I use with Nylon 12 Tough Powder?
Formlabs recommends a 20% fresh powder refresh rate — the lowest among all their nylon powders. This means up to 80% of each build's unsintered powder can be reused in the next cartridge, making Nylon 12 Tough the most material-efficient nylon option for continuous production on the Fuse 1+ 30W.
Which printer is Nylon 12 Tough Powder compatible with?
Nylon 12 Tough Powder is specifically developed for the Formlabs Fuse 1+ 30W printer. Always check the Formlabs compatibility table before using any powder to confirm printer compatibility and avoid equipment damage.
How is Nylon 12 Tough different from standard Nylon 12 and Nylon 11?
Nylon 12 Tough is over 50% more ductile than standard Nylon 12, making it far less brittle for snap-fits and compliant mechanisms. Compared to Nylon 11, Nylon 12 Tough has lower elongation at break (25% vs. 40%) but a superior refresh rate (20% vs. higher), making it more cost-effective for high-volume workflows. Nylon 12 Tough also shows significantly reduced warpage on long Z-axis parts compared to standard Nylon 12.
Can Nylon 12 Tough parts be used in contact with skin or for medical applications?
Parts printed in Nylon 12 Tough Powder have been evaluated to ISO 10993-1:2018 standards and confirmed not cytotoxic, not an irritant, not a sensitizer, and nonpyrogenic. Testing was conducted by NAMSA World Headquarters in Ohio, USA. It remains the manufacturer's responsibility to validate printed parts for specific intended uses.
What cleaning is required between Nylon 12 Tough prints?
Nylon 12 Tough requires more thorough inter-print cleaning than standard nylons. After each build: vacuum the top enclosure runways, clean both powder troughs and recoater path with a static-dissipative vacuum, inspect and wipe the recoater blade with ethanol if needed, and clean the exhaust filter cabinet door of oily laurolactam residue. The Fuse Sift sieve should be lightly brushed every three prints to maintain sifting speed.
Why choose EXPERT3D?
EXPERT3D has been supplying professional 3D printing materials to engineers, designers, and manufacturers across Spain since 2012. Our technical team has hands-on experience with Formlabs SLS systems and can advise on material selection, process parameters, and workflow optimization — from first aging run to continuous production. Fast shipping across Spain and the EU, expert pre-sales support, and after-sales technical assistance included with every order.







 & FDK Bundle – 1-Year Service Plan Included")






























")
")
")
")
")
")

