")
")
")



- Stock: In Stock
- Product code: 00-00000301
- Weight Brutto: 6.50kg
- SKU: PD-FS-TP9G-01
Formlabs TPU 90A Powder is a thermoplastic polyurethane elastomer for SLS printing, formulated to produce flexible, resilient, and skin-safe parts directly on Fuse Series printers. With an elongation at break of 310% (X/Y), a Shore hardness of 90A, and tear resistance reaching 66 kN/m, this material fills the gap between rigid nylon powders and injection-moulded rubber — at a 20% refresh rate that allows 80% powder reuse per build. Supplied in a 6 kg cartridge, SKU FLTP9G01.
| Shore Hardness | 90A |
|---|---|
| Elongation at Break (X/Y) | 310% |
| Tear Resistance (X/Y) | 66 kN/m |
| Recommended Refresh Rate | 20% |
What Makes an SLS Elastomer Practical
Flexible parts have always been the weak spot of powder-bed fusion. Standard nylon powders deliver rigidity and impact resistance, but they cannot produce a gasket that seals, a strap that bends, or an orthotic that conforms to skin. TPU 90A Powder addresses this directly. Its Shore 90A hardness places it in the firm-rubber territory — stiff enough to hold geometry under load, yet pliable enough to flex repeatedly without cracking. Elongation at break reaches 310% in the X/Y plane, more than 28 times higher than Nylon 12 (11%), while tear resistance of 66 kN/m (X/Y) keeps the material from splitting at stress risers.
The practical effect: parts printed in TPU 90A can be bent, twisted, and compressed across thousands of cycles. Compression set at 23 °C is only 20.5%, meaning parts recover most of their original shape after sustained loading. This is the property that makes functional seals, dampers, and wearable devices viable from a printer.

Skin-Safe and Biocompatible
Parts printed in TPU 90A Powder have been evaluated per ISO 10993-1:2018 and passed cytotoxicity, irritation, and sensitization requirements. This opens a direct path to custom medical devices — cranial helmets, thumb braces, prosthetic liners, and splints — that can be designed from patient scan data and printed on demand without mould tooling.

Beyond healthcare, the biocompatibility certification makes TPU 90A a practical choice for any skin-contact wearable: sports padding, fitness tracker straps, protective gloves, and custom orthotics produced at single-unit volumes.

Performance Applications
The combination of high elongation, tear strength, and compression recovery makes TPU 90A suited for environments where rigid materials cannot function:
- Custom orthotics, splints, prosthetic liners, and cranial helmets
- Gaskets, seals, bellows, and flexible tubing
- Soft-touch grips, dampers, vibration isolators, and cushions
- Wearable device housings and straps with skin-contact certification
- Automotive air-intake ducts and flexible connectors
- Soft moulds and sheet-metal forming dies
The image below shows a range of functional end-use parts — from latticed shoe soles and corrugated hoses to prosthetic components and wristband assemblies — demonstrating the geometric complexity achievable with SLS elastomer printing.

A corrugated automotive air-intake hose printed in TPU 90A illustrates the material's ability to reproduce complex flexible geometries with integrated bellows and mounting features — impossible to achieve in rigid nylon.

Sifting TPU 90A Powder — Specific Requirements
TPU 90A behaves differently from nylon powders in the Fuse Sift. The material requires the 150 µm sifter mesh (standard with the Fuse Sift) and must be sifted while the powder cake is still warm — ideally at 35–40 °C. At room temperature, TPU powder cakes onto parts and resists passing through the mesh. Sifting times are noticeably longer than with nylon powders.
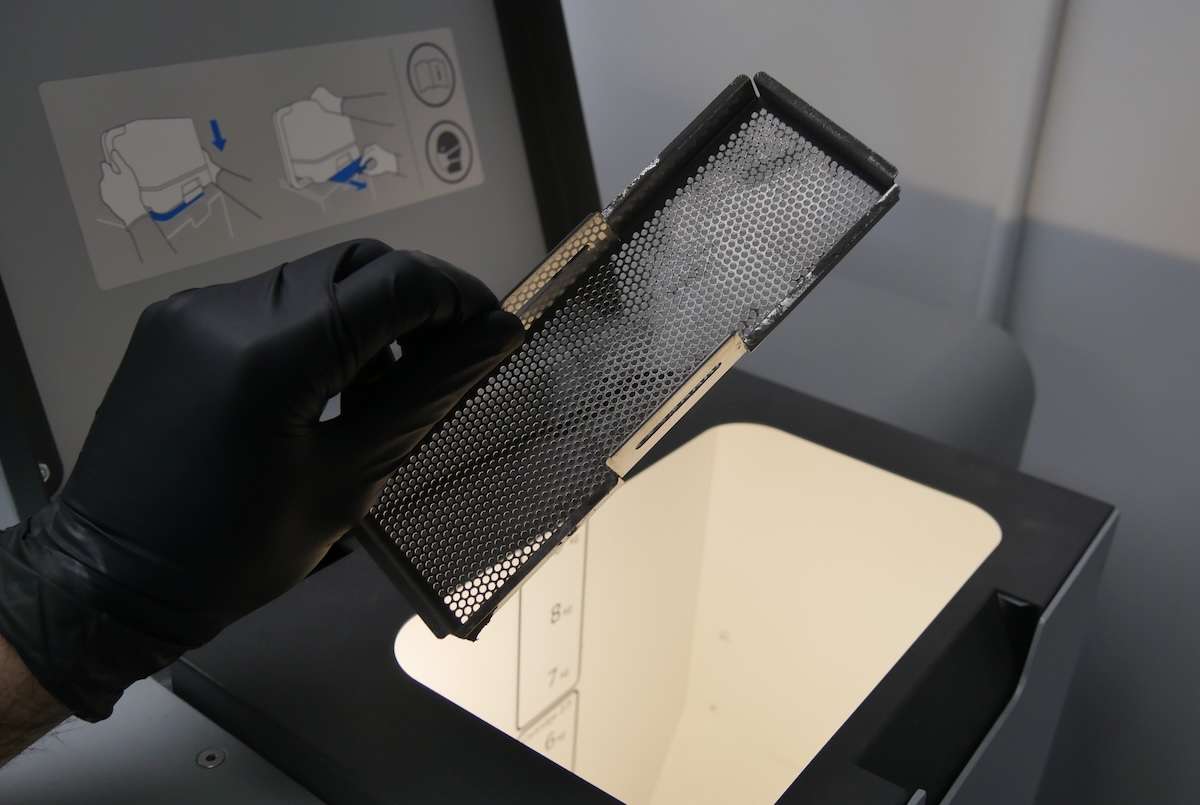
The image below shows the Fuse Sift's sifter mesh after a TPU 90A job — note how the powder sits on the mesh surface and requires manual working with a gloved hand to pass through.
Formlabs recommends printing three mesh clearing balls in TPU 90A and placing them on top of the sieve. These balls agitate during sifting and reduce mesh clogging significantly.

Printer Preparation and Maintenance for TPU 90A
TPU 90A Powder settles and clumps more readily than nylon — mandatory preparation and cleaning steps apply between every print job. On the Fuse 1, always remove the debris catcher from the hopper before printing. Leaving it in place causes the material to clump around it and triggers underdosing failures.
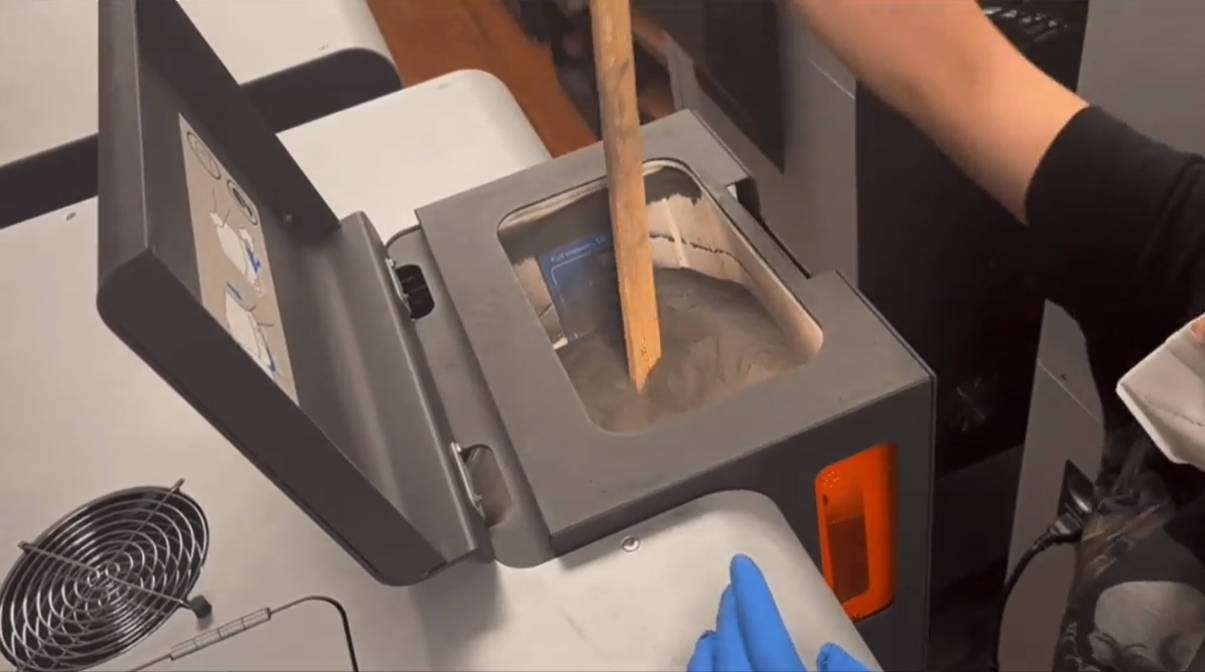
Before starting a print, stir the powder in the hopper with a wooden rod. If the printer has been idle for more than three days, empty the hopper completely, sift the powder through the Fuse Sift, and reload fresh material. The image below shows the powder levelling stage before a TPU 90A print.
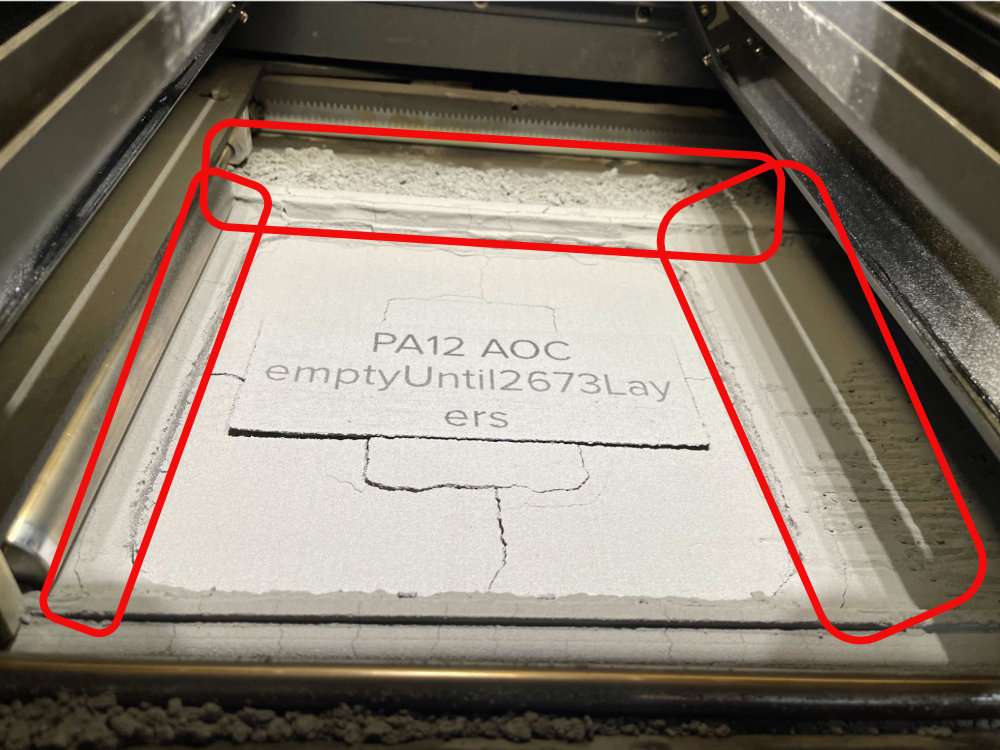
Powder accumulates at the top of the print enclosure, particularly on the runways between the powder troughs and the build chamber. This excess can fuse and be dragged into the build during the next job — vacuum the area thoroughly after each print.
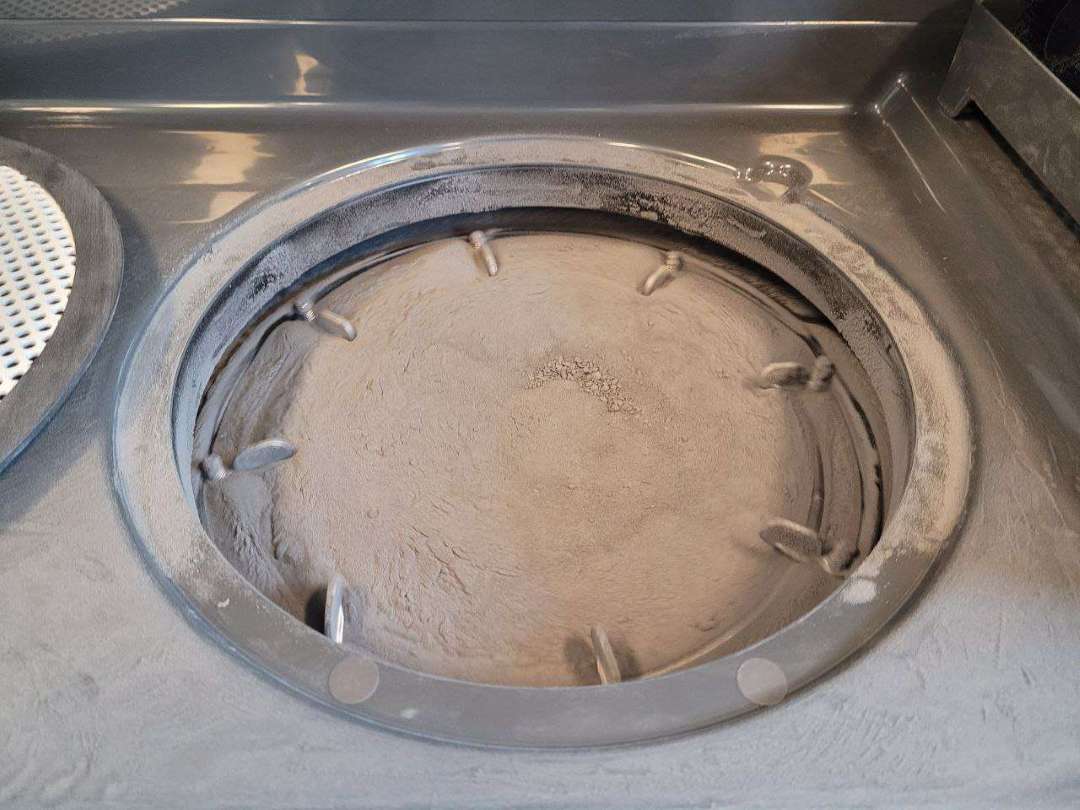
TPU 90A accumulates in the printer troughs more heavily than nylon. The image below shows a typical buildup pattern in the trough channels after a print job.
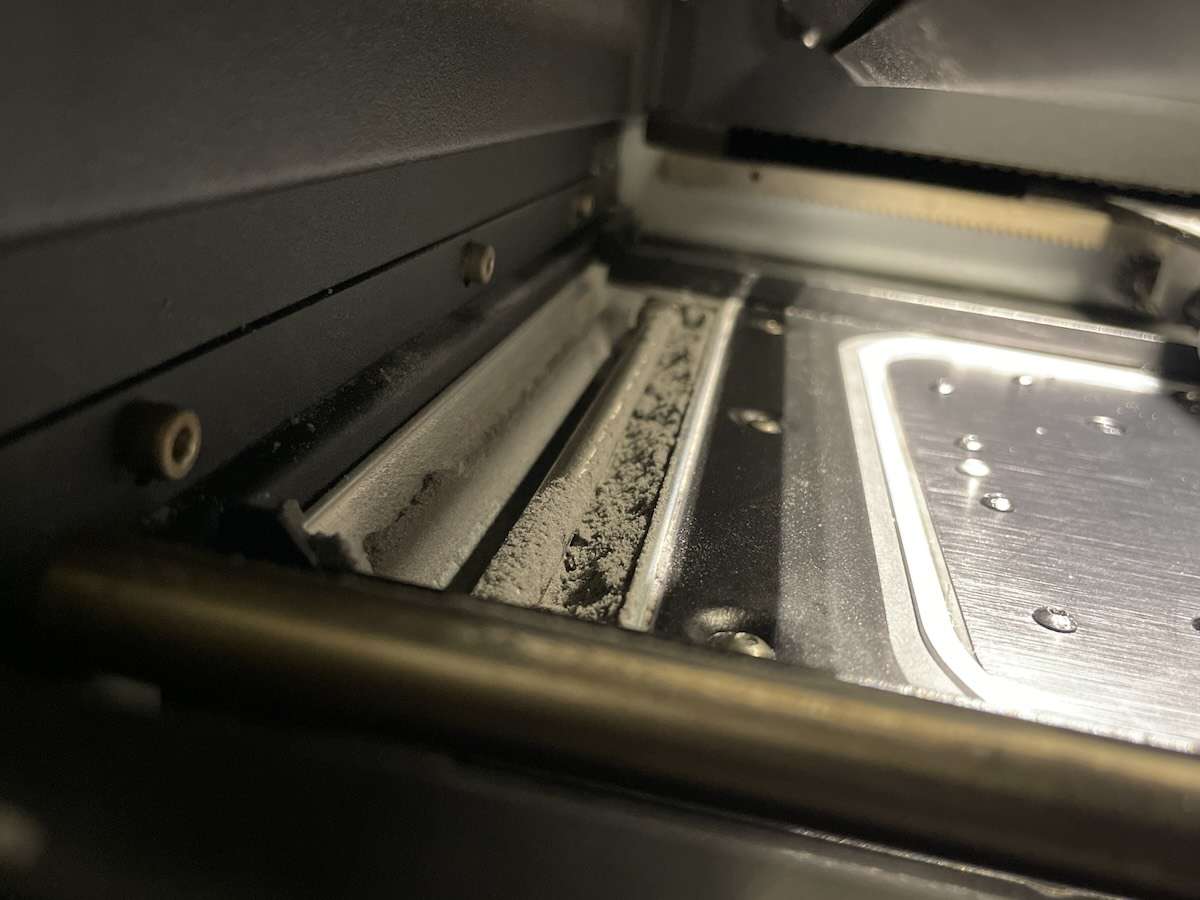
Vacuum the left trough completely, paying special attention to inner walls and corners. Use the flipper motor moves via the touchscreen to dislodge powder from hard-to-reach areas before vacuuming.
Repeat the same procedure on the right trough, ensuring the flexible hose attachment reaches all corners and the recoater path area.
Pay particular attention to the inner edge of each trough — this is where TPU 90A powder most frequently compacts and can cause recoater drag if not cleared.

Finally, move the recoater to an accessible position and inspect it for semi-sintered deposits. If coated, clean it with a lint-free microfibre cloth wetted with ethanol before starting the next job.

Dimensional Accuracy and Fine Tuning
Dimensional deviations of up to 5% are expected with TPU 90A. For best Z-axis accuracy using V2.1 print settings, place parts near the bottom of the build chamber and away from the walls. If you observe thermal banding, wavy surfaces, or dark sintered regions, reduce the Bed Temperature Target by 1–1.5 °C increments and retry.
The image below shows a printed TPU 90A part exhibiting slight warping — this type of distortion can be reduced by adjusting the bed temperature and optimising part placement within the build volume.

Tech Tip: TPU 90A Powder settles and compacts when left stationary. Always stir the hopper with a wooden rod before every print. If the printer has sat idle for more than three days, empty the hopper completely via Settings > Calibration > Empty Hopper, sift the recovered powder, and reload. On the Fuse 1, never exceed the powder volume indicated by PreForm — the weight of excess powder accelerates clumping and underdosing. When switching to or from TPU 90A, clean every component more thoroughly than you would for a nylon-to-nylon swap: TPU melts at a lower temperature and cross-contamination causes immediate print failures.
Technical Specifications of Formlabs TPU 90A Powder
Mechanical Properties
| Ultimate Tensile Strength (X/Y) | 8.7 MPa (1260 psi) — ASTM D412-16, Method A |
|---|---|
| Ultimate Tensile Strength (Z) | 7.2 MPa (1050 psi) — ASTM D412-16, Method A |
| Elongation at Break (X/Y) | 310% — ASTM D412-16, Method A |
| Elongation at Break (Z) | 110% — ASTM D412-16, Method A |
| Stress @ 50% Elongation (X/Y) | 6.1 MPa (889 psi) — ASTM D412-16, Method A |
| Stress @ 50% Elongation (Z) | 5.9 MPa (860 psi) — ASTM D412-16, Method A |
| Stress @ 100% Elongation (X/Y) | 7.2 MPa (1050 psi) — ASTM D412-16, Method A |
| Stress @ 100% Elongation (Z) | 7.0 MPa (1020 psi) — ASTM D412-16, Method A |
| Tear Resistance (X/Y) | 66 kN/m (378 lb/in) — ASTM D624-00 (2020) |
| Tear Resistance (Z) | 39 kN/m (247 lb/in) — ASTM D624-00 (2020) |
| Compression Set (23 °C) | 20.5% — ASTM D395-18, Method B |
| Compression Set (70 °C) | 59.9% — ASTM D395-18, Method B |
| Shore Hardness | 90A — ASTM D2240-15 (2021) |
| Taber Abrasion | 122 mm³ — ISO 4649 (40 rpm, 10 N load) |
Thermal Properties
| Vicat Softening Temperature | 94.3 °C (201.7 °F) — ASTM D1525 |
|---|
Other Properties
| Moisture Content (powder) | 0.19% — ISO 15512 Method D |
|---|---|
| Water Absorption (printed part) | 0.89% — ASTM D570 |
| Bulk Density (sintered) | 1.14 g/cm³ (71.2 lb/ft³) |
| Recommended Refresh Rate | 20% |
| Compatible Printers | Fuse 1, Fuse 1+ 30W (Fuse Series) |
| Print Environment | Air (no inert atmosphere required) |
| Sifter Mesh Requirement | 150 µm (standard Fuse Sift mesh) |
| SKU / Part Number | FLTP9G01 |
| Net Weight | 6 kg |
Biocompatibility (ISO 10993-1:2018)
| ISO 10993-5:2009 | Not cytotoxic |
|---|---|
| ISO 10993-23:2021 | Not an irritant |
| ISO 10993-10:2021 | Not a sensitizer |
Solvent Compatibility (Weight Gain % over 24 h)
| Acetic Acid 5% | 1.3% |
|---|---|
| Acetone | 28.6% |
| Isopropyl Alcohol | 4.8% |
| Bleach ~5% NaOCl | 0.8% |
| Butyl Acetate | 16.5% |
| Diesel Fuel | 2.0% |
| Diethyl Glycol Monomethyl Ether | 14.4% |
| Hydraulic Oil | 2.8% |
| Skydrol 5 | 6.5% |
| Hydrogen Peroxide (3%) | 1.0% |
| Isooctane (gasoline) | 0.7% |
| Mineral Oil (Light) | 2.3% |
| Mineral Oil (Heavy) | 2.1% |
| Salt Water (3.5% NaCl) | 0.9% |
| Sodium Hydroxide (0.025% pH 10) | 0.9% |
| Water | 0.9% |
| Xylene | 20.8% |
| Strong Acid (HCl conc.) | −5.2% |
| Tripropylene Glycol Monomethyl Ether | 9.9% |
How to Prepare and Print with TPU 90A Powder
A step-by-step guide to setting up a Fuse Series printer for TPU 90A Powder, from hopper preparation through sifting and cleaning.
Step 1: Prepare the Hopper
On the Fuse 1, remove the debris catcher from the hopper. Fill the hopper with slightly more powder than the amount indicated by PreForm — do not overfill, as excess weight accelerates clumping. On the Fuse 1+ 30W, fill the hopper to the brim for full-volume jobs.
Step 2: Stir the Powder
Use a wooden rod to stir the powder in the hopper before every print. TPU 90A settles over time and must be agitated to flow properly through the dosing system. If the printer has been idle for more than three days, empty the hopper completely via Settings > Calibration > Empty Hopper, sift the recovered powder, and reload.
Step 3: Print the Job
Open the model in PreForm, select TPU 90A as the material, and choose V2.1 print settings for improved dimensional accuracy and up to 25% faster print times. Place parts near the bottom of the build chamber and away from the walls for best Z-axis accuracy. Send the job to the printer.
Step 4: Sift While Warm
After printing, allow the build chamber to cool until the powder cake reaches 35–40 °C — warm enough to sift easily but safe to handle. Transfer to the Fuse Sift and use the 150 µm sifter mesh. Work the powder through the mesh with a gloved hand. Place three TPU 90A mesh clearing balls on the sieve to reduce clogging.
Step 5: Clean the Printer
Vacuum the top of the print enclosure, both powder troughs (using flipper motor moves to dislodge compacted powder), and the recoater blade. Clean the recoater with a lint-free microfibre cloth and ethanol if semi-sintered deposits are present. This cleaning is mandatory between every TPU 90A print job.
Frequently Asked Questions — Formlabs TPU 90A Powder
Which Formlabs printers are compatible with TPU 90A Powder?
TPU 90A Powder is compatible with the Fuse 1 and Fuse 1+ 30W SLS printers. Before printing, update the printer and Fuse Sift firmware to the latest version. The Fuse Sift must be model 1.1 or later — check for the gray version sticker in the cartridge drawer or on the back panel.
What is the recommended refresh rate for TPU 90A Powder?
The recommended refresh rate is 20%, meaning each build uses a mix of 20% fresh powder and 80% recovered powder. This is the lowest refresh rate among Formlabs SLS powders, enabling high material reuse and minimal waste per print job.
Is TPU 90A Powder safe for skin contact?
Yes. Parts printed in TPU 90A Powder have been evaluated per ISO 10993-1:2018 and passed cytotoxicity (ISO 10993-5:2009), irritation (ISO 10993-23:2021), and sensitization (ISO 10993-10:2021) requirements. This makes the material suitable for custom orthotics, prosthetics, wearables, and other skin-contact
")
")





 & FDK Bundle – 1-Year Service Plan Included")
































")
")
")
")

