")
")
")



- Stock: In Stock
- Product code: 00-00000298
- Weight Brutto: 6.50kg
- SKU: PD-FS-P12B-01
Formlabs Nylon 12 GF Powder is a glass-filled SLS powder engineered for in-house production of parts that demand high rigidity, dimensional accuracy, and thermal stability. With a tensile modulus of 2800 MPa and a heat deflection temperature of 113 °C at 1.8 MPa, this PA12-based material bridges the performance gap between standard nylon and engineering composites — exclusively compatible with the Fuse Series of SLS printers. Available in a 6 kg cartridge with a recommended 50% refresh rate for maximum powder reuse.
| Tensile Modulus | 2800 MPa |
|---|---|
| Heat Deflection Temp. @ 1.8 MPa | 113 °C |
| Flexural Modulus | 2400 MPa |
| Recommended Refresh Rate | 50% |
Why Glass-Filled Nylon Changes the Equation
Standard Nylon 12 excels at impact resistance and elongation. Add glass filler, and the material shifts its performance profile entirely: stiffness surges, thermal resistance climbs, and dimensional stability under sustained load improves dramatically. Nylon 12 GF Powder achieves a tensile modulus of 2800 MPa — 51% higher than Nylon 12's 1850 MPa — while its Vicat softening temperature of 175 °C keeps parts geometrically stable in thermally stressed enclosures and automotive environments.
The trade-off is intentional. Elongation at break drops to 4% (X/Y) compared to Nylon 12's 11%, which means thin, delicate features require thoughtful design. The payoff: a material that can replace machined fixtures, produce EV connector housings, and serve as a functional composite surrogate in validation workflows.

Performance Applications
The combination of high modulus and thermal stability makes Nylon 12 GF particularly suited for environments where standard nylon would creep or deform under load:
- High-stiffness static jigs and fixtures undergoing sustained loading
- Thermally stressed housings and enclosures (engine bays, EV components)
- Functional validation prototypes for composite products
- Small-batch end-use industrial parts
- Replacement parts requiring high dimensional repeatability

Biocompatibility and Chemical Resistance
Parts printed in Nylon 12 GF Powder have been evaluated per ISO 10993-1:2018 and passed cytotoxicity, irritation, and sensitization requirements — a meaningful advantage for medical device prototyping and tooling in regulated environments. Chemical resistance is equally robust: immersion tests across 20 solvents show weight gain below 1.3% in all cases, including hydraulic oils, bleach, and diesel fuel. Gasoline (isooctane) registers 0.0% weight gain.

Surface Armor and Post-Processing
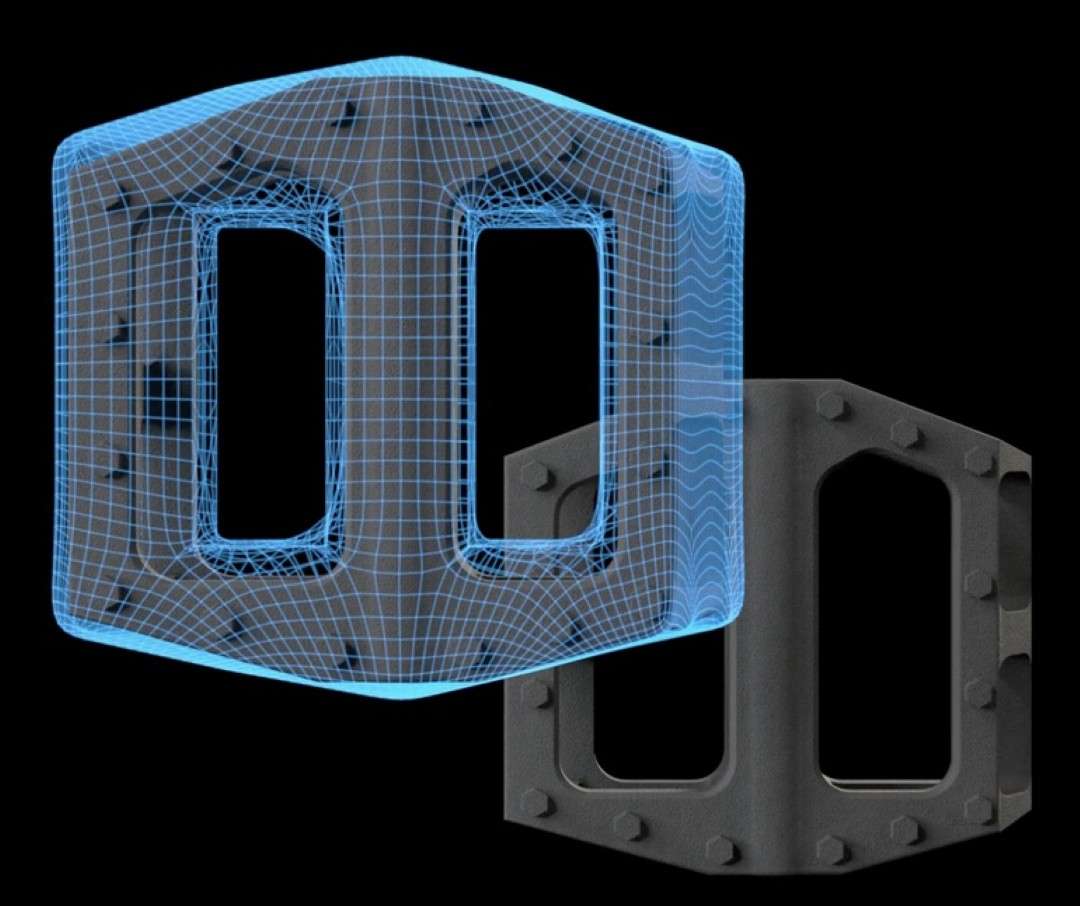
Fuse Series printers wrap each part in Surface Armor — a semi-sintered protective shell that compensates for thermal inconsistencies during the sintering process. For Nylon 12 GF, this shell is denser than for standard Nylon 12 or Nylon 11. The diagram below shows how Surface Armor encloses the finished part geometry before removal.
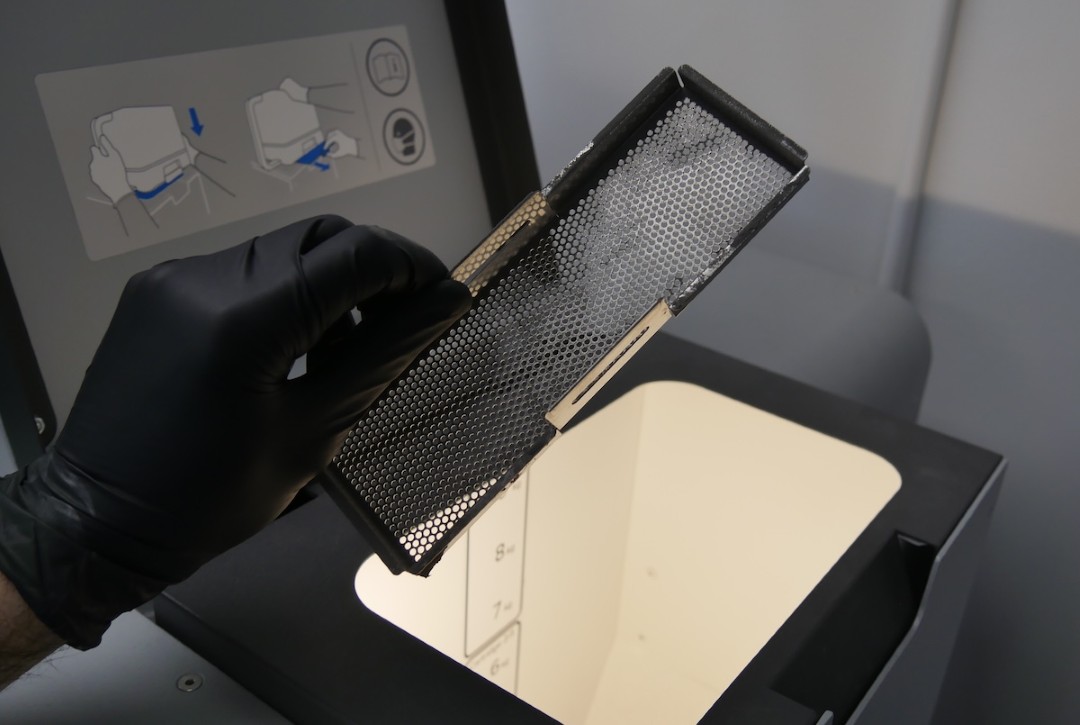
The first step is breaking the powder cake in the Fuse Sift to separate parts from the surrounding unsintered powder. Note that the Nylon 12 GF cake is stiffer than Nylon 12 — apply more force to free the parts.

After the Fuse Sift removes loose powder, brush remaining deposits off accessible surfaces before moving to the blasting stage.

Unlike standard Nylon 12, Nylon 12 GF requires a media blaster (such as the Fuse Blast) to fully remove the denser Surface Armor shell. Manual brushing alone is insufficient. Use multiple passes on holes, recesses, and enclosed areas — and take extra care with thin features due to the material's increased brittleness.

Printer Maintenance Notes for Nylon 12 GF
Glass-filled powder is more abrasive and prone to clumping than standard nylon — specific cleaning steps are mandatory between every print job. On the Fuse 1, always remove the debris catcher from the hopper before printing. Left in place, the material clumps around it and causes print failures.
Powder accumulates at the top of the print enclosure, particularly on the runways between the powder troughs and the build chamber. This excess powder can fuse and be dragged into the build during subsequent jobs — vacuum this area thoroughly after each print.
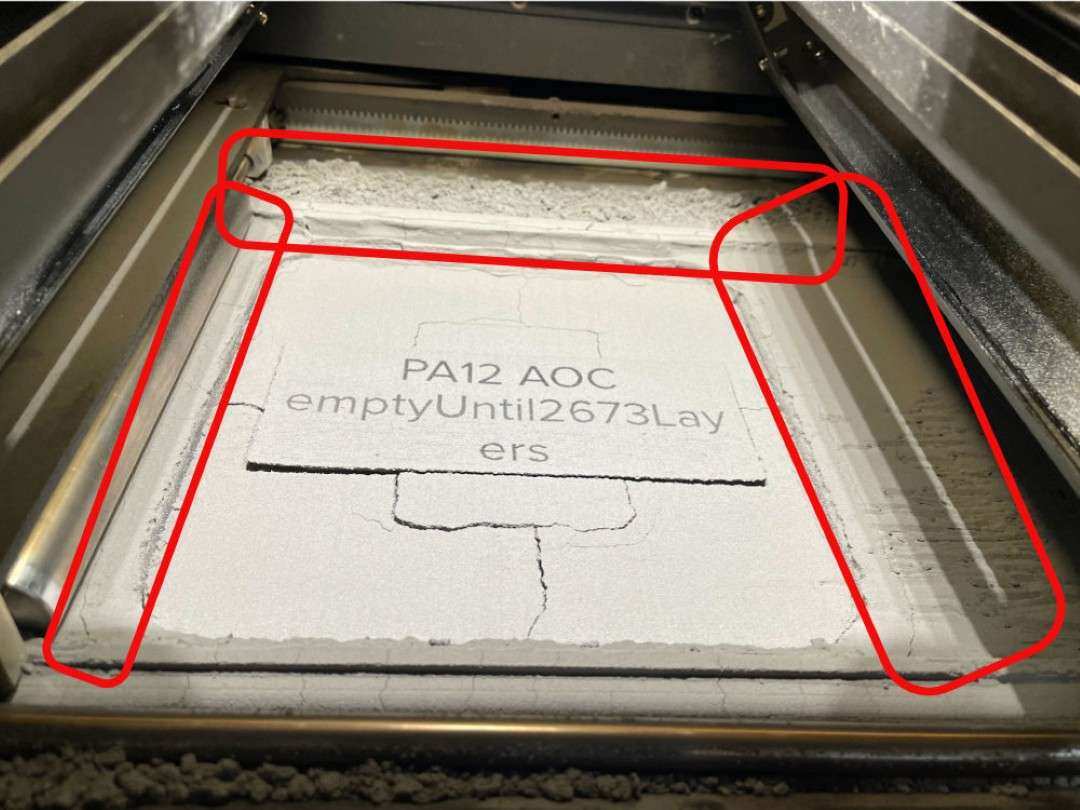
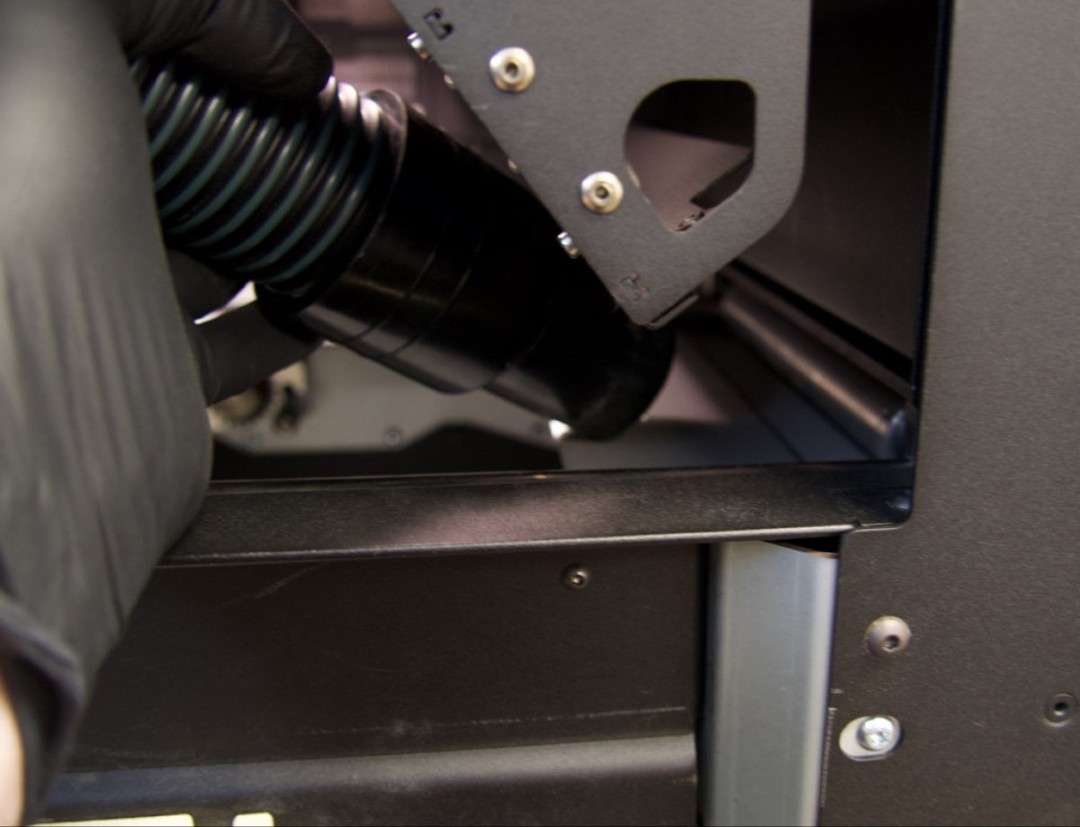
Nylon 12 GF builds up more heavily in the powder troughs than standard nylon. The image below shows a typical accumulation pattern in the trough channels after a print job.

Vacuum both troughs completely, paying special attention to inner walls and corners. Use the flipper motor moves via the touchscreen to dislodge powder from hard-to-reach areas before vacuuming.
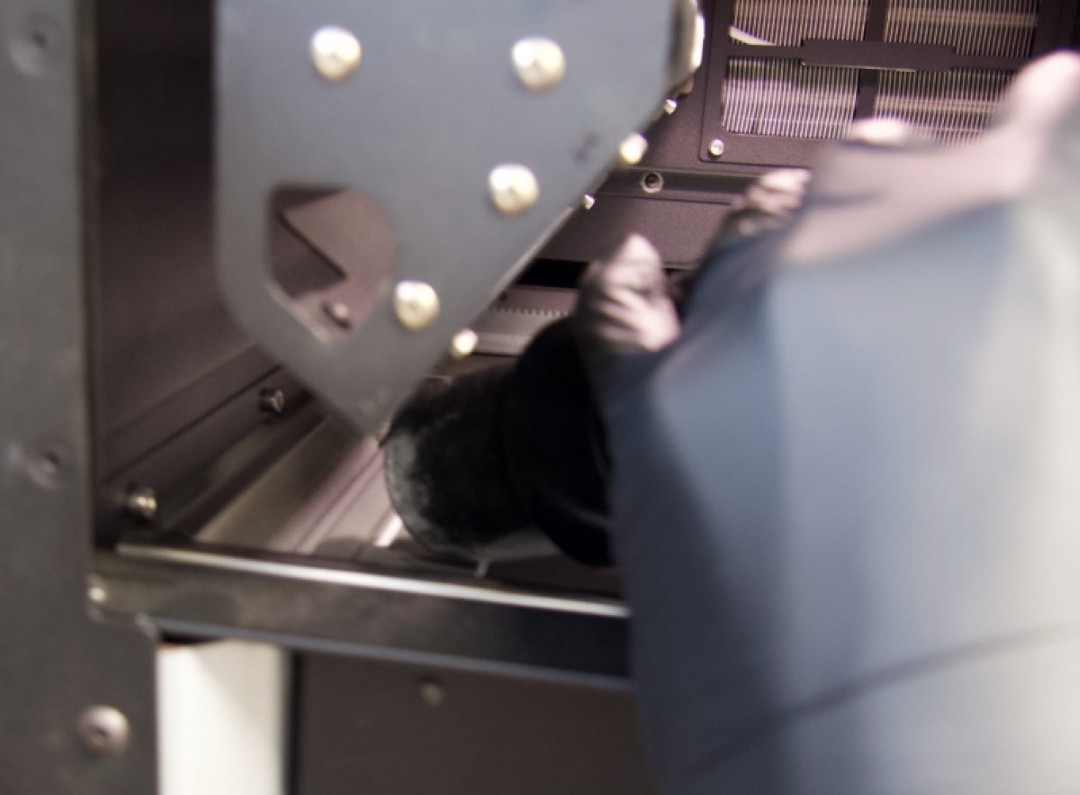
Both troughs must be cleaned — repeat the same vacuuming procedure on the right trough, ensuring the flexible hose attachment reaches all corners and the area around the recoater's path.
Pay particular attention to the inner edge of each trough — this is where Nylon 12 GF powder most frequently compacts and can cause recoater drag if not cleared.
Finally, move the recoater to an accessible position and inspect it for semi-sintered deposits. If coated, clean it with a lint-free microfiber cloth wetted with ethanol before starting the next job.

Tech Tip: When switching from Nylon 12 to Nylon 12 GF (or vice versa), clean the Fuse Sift, print enclosure, and all accessories thoroughly before the first run. Mixing powders causes print failures and can permanently damage the machine. If your workflow requires both materials regularly, Formlabs recommends dedicating a separate Fuse 1 generation printer and Fuse Sift to each material type.
Technical Specifications of Formlabs Nylon 12 GF Powder
Mechanical Properties
| Ultimate Tensile Strength | 38 MPa (5510 psi) — ASTM D638-14 Type 1 |
|---|---|
| Tensile Modulus | 2800 MPa (406 ksi) — ASTM D638-14 Type 1 |
| Elongation at Break (X/Y) | 4% — ASTM D638-14 Type 1 |
| Elongation at Break (Z) | 3% — ASTM D638-14 Type 1 |
Flexural Properties
| Flexural Strength | 56 MPa (8122 psi) — ASTM D790-15 |
|---|---|
| Flexural Modulus | 2400 MPa (348 ksi) — ASTM D790-15 |
Impact Properties
| Notched Izod Impact Strength | 36 J/m (0.67 ft-lb/in) — ASTM D256-10 |
|---|
Thermal Properties
| Heat Deflection Temp. @ 1.8 MPa | 113 °C (235 °F) — ASTM D648-16 |
|---|---|
| Heat Deflection Temp. @ 0.45 MPa | 170 °C (338 °F) — ASTM D648-16 |
| Vicat Softening Temperature | 175 °C (347 °F) — ASTM D1525 |
Other Properties
| Moisture Content (powder) | 0.23% — ISO 15512 Method D |
|---|---|
| Water Absorption (printed part) | 0.24% — ASTM D570 |
| Flammability Rating | HB (UL 94 Section 7, 3.00 mm sample) |
| Recommended Refresh Rate | 50% |
| Compatible Printers | Fuse 1, Fuse 1+ 30W (Fuse Series) |
| Print Environment | Air (no inert atmosphere required) |
| SKU / Part Number | FLP12B01 |
| Net Weight | 6 kg |
Biocompatibility (ISO 10993-1:2018)
| ISO 10993-5:2009 | Not cytotoxic |
|---|---|
| ISO 10993-10:2010/(R)2014 (Irritation) | Not an irritant |
| ISO 10993-10:2010/(R)2014 (Sensitization) | Not a sensitizer |
Solvent Compatibility (Weight Gain % over 24 h)
| Acetic Acid 5% | 0.2% |
|---|---|
| Acetone | 0.2% |
| Bleach ~5% NaOCl | 0.2% |
| Butyl Acetate | 0.2% |
| Diesel Fuel | 0.6% |
| Diethyl Glycol Monomethyl Ether | 0.5% |
| Hydraulic Oil | 1.0% |
| Hydrogen Peroxide (3%) | 0.2% |
| Isooctane (gasoline) | 0.0% |
| Isopropyl Alcohol | 0.2% |
| Mineral Oil (Heavy) | 1.0% |
| Mineral Oil (Light) | 1.3% |
| Salt Water (3.5% NaCl) | 0.2% |
| Skydrol 5 | 0.8% |
| Sodium Hydroxide (0.025% pH 10) | 0.2% |
| Strong Acid (HCl conc.) | 0.8% |
| Tripropylene Glycol Monomethyl Ether | 0.8% |
| Water | 0.1% |
| Xylene | 0.2% |
How to Post-Process Nylon 12 GF Printed Parts
A step-by-step guide to extracting and finishing parts printed in Nylon 12 GF Powder on a Fuse Series printer, from powder cake separation through Surface Armor removal.
Step 1: Break the Powder Cake
Transfer the build chamber to the Fuse Sift. Note that the Nylon 12 GF powder cake is stiffer than standard Nylon 12 — apply more force when breaking it apart to separate printed parts from the surrounding powder.
Step 2: Remove Loose Powder
Use the Fuse Sift to remove all loose, unsintered powder from around the parts. Brush off remaining powder from accessible surfaces before moving to the blasting stage.
Step 3: Media-Blast to Remove Surface Armor
Transfer parts to the Fuse Blast or another approved media blasting environment. Nylon 12 GF requires media blasting (not manual brushing alone) to fully remove the denser Surface Armor shell. Use multiple passes on holes, recesses, and enclosed areas.
Step 4: Inspect Delicate Features
Due to Nylon 12 GF's increased brittleness compared to standard nylon, use extra care during blasting and handling of thin features. Inspect all fine geometries after blasting and before any downstream finishing.
Step 5: Apply Final Finishing (Optional)
Continue with any remaining post-processing steps as required: painting, electroplating, or other surface treatments. Parts are ready for functional use or further processing once all Surface Armor has been removed.
Frequently Asked Questions — Formlabs Nylon 12 GF Powder
Which Formlabs printers are compatible with Nylon 12 GF Powder?
Nylon 12 GF Powder is exclusively compatible with the Formlabs Fuse Series SLS printers: the Fuse 1 and Fuse 1+ 30W. Before printing, update the printer firmware to the latest version. For Fuse 1 users, remember to remove the debris catcher from the hopper before each print job.
What is the recommended refresh rate for Nylon 12 GF Powder?
The standard recommended refresh rate is 50%, meaning each new build uses a 50/50 mix of fresh powder and recovered powder. Under specific guidance from Formlabs technical support, a refresh rate of 70% may be used to troubleshoot part defects. The 50% rate enables maximum powder reuse while maintaining consistent part quality.
How does Nylon 12 GF compare to standard Nylon 12 in terms of stiffness?
Nylon 12 GF has a tensile modulus of 2800 MPa versus 1850 MPa for Nylon 12 — a 51% increase in stiffness. The trade-off is reduced elongation at break: 4% (X/Y) for Nylon 12 GF versus 11% for Nylon 12. This makes Nylon 12 GF better for rigid structural applications but less suited to parts requiring flexibility or impact absorption.
Does Nylon 12 GF Powder require a special printing atmosphere?
No. Formlabs recommends printing Nylon 12 GF in air — no nitrogen or inert atmosphere is required. This simplifies setup compared to some other high-performance SLS materials and reduces operational costs.
Is Nylon 12 GF Powder biocompatible?
Yes. Parts printed in Nylon 12 GF Powder have been evaluated per ISO 10993-1:2018 and passed cytotoxicity (ISO 10993-5:2009), irritation, and sensitization requirements (ISO 10993-10:2010). This makes the material suitable for prototyping medical devices and tooling in regulated environments.
Can Nylon 12 GF be mixed with other Formlabs SLS powders in the same printer?
No. Mixing powder types leads to print failures and can cause permanent damage to the Fuse printer and Fuse Sift. Before switching materials, clean all equipment thoroughly following Formlabs guidelines. If you regularly print in both Nylon 12 and Nylon 12 GF, Formlabs recommends dedicating separate hardware to each material.

Why Choose EXPERT3D?
EXPERT3D has been a specialist in 3D technology since 2012, serving engineering teams and production departments across Spain with technical expertise and hands-on support. We stock Formlabs SLS powders including Nylon 12 GF and provide rapid shipping across Spain and Europe. Our team can advise on material selection, printer compatibility, and post-processing workflows. Order directly from our online store with transparent pricing in EUR (€) and full official warranty coverage.
")
")







 & FDK Bundle – 1-Year Service Plan Included")
































")
")
")
")

